







3D opportunity for engineers: Using behavioral science to help build a new mindset has been saved
3D opportunity for engineers: Using behavioral science to help build a new mindset Deloitte Review Issue 18
26 January 2016
Additive manufacturing can be transformative, yet many engineers use these technologies only rarely. Behavioral economics suggests why many companies are holding back, and how to move past both organizational inertia and engineers’ mental blocks and fears about expanding the use of AM.
A path to value through behavioral insights
Organizations have every right to fear change. After all, they consist of people evolutionally wired to hesitate in the face of risk. Whether out of faith in decisions already made or fear of future losses, often self-preservation instinctively colors the way companies operate.
Subscribe to receive insights on behavioral economics and management
View the behavioral economics collection
View the 3D opportunity collection
Register for our course
For many traditional manufacturers, additive manufacturing (AM), or 3D printing, flies in the face of that self-preservation instinct—and many have reacted accordingly. Twenty years is believed to be about the span of time needed for a technology to reach maturity, according to futurist Joel Orr.1 But despite its potential, for many organizations AM’s role hasn’t expanded since its inception; rapid prototyping, faster design iterations, and occasional gap filling for traditional manufacturing processes remain its most-tapped benefits—keeping AM in the service of creating designs for manufacture using conventional methods.2
Through our 3D Opportunity series, we have established that AM holds strong potential for revolutionizing design and manufacturing processes, and enhancing functionality of parts and products.3 Previously impossible geometries, shapes, and structures became possible with this mode of production, sparking new options for design and manufacturing.4 Beyond shape, AM can help engineers deploy new approaches, structures, and functions, along with novel materials that may improve functionality.
Yet a recent study found that 63 percent of enterprise AM users are employing the technology for prototyping, while only 21 percent are using AM for items that cannot be made with any other manufacturing technology.5 And that’s if AM is used at all: In some cases, engineers may use 3D printers to test out idle curiosities; in others, they may simply leave AM machines in the corner, collecting dust.6 Visit the AM equipment currently in place for your organization—is it running, or sitting idle?
One reason for this issue may be that the same design constraints that bind conventional manufacturing (CM) continue to hold sway in many engineers’ minds when it comes to AM.7 Rather than shifting to new design approaches when the situation warrants it, they revert to well-worn, comfortable design paradigms—and thus, in many instances, the fuller promise of AM to optimize design may be going unfilled. As a result, AM’s benefits may not be fully leveraged for new possibilities with innovative materials, novel geometries that may better serve functional needs, or more efficient supply chains.
This represents, in many instances, a missed opportunity for value creation. Behavioral economics, a field that couples psychology and economics, can help explain why many organizations are not seeking these paradigm-shifting capabilities.8 Specific to AM, several behavioral hurdles seem preventatively high for some engineers:
- Process change—Engineers must contend with the way in which AM reframes the design process, condensing formerly discrete tasks performed by various engineering functions into a larger, less linear undertaking.
- Fear—Some engineers may also worry that AM will render their traditional engineering skills obsolete.9
- Risk—Engineers may also feel a lack of urgency to shift from CM, a proven manufacturing approach, to the uncharted—and thus seemingly riskier—territory of AM.
- Skepticism—As with any new technology, skepticism abounds that it can ever match the well-traveled CM path.
With so many dimensions to consider, the challenge of overcoming perceived barriers that prevent change from occurring cannot be overlooked.10 This article considers the impact of organizational inertia and how it impedes the successful implementation of new design paradigms—particularly for engineers. Through tested strategies grounded in behavioral science, it offers management techniques to break through the rut of behavioral inertia and unlock the potential of AM technologies.
The additive manufacturing framework
AM’s roots go back nearly three decades. Its importance is derived from its ability to break existing performance trade-offs in two fundamental ways. First, AM reduces the capital required to achieve economies of scale. Second, it increases flexibility and reduces the capital required to achieve scope.
Capital vs. scale: Considerations of minimum efficient scale can shape supply chains. AM has the potential to reduce the capital required to reach minimum efficient scale for production, thus lowering the manufacturing barriers to entry for a given location.
Capital vs. scope: Economies of scope influence how and what products can be made. The flexibility of AM facilitates an increase in the variety of products a unit of capital can produce, reducing the costs associated with production changeovers and customization and, thus, the overall amount of required capital.
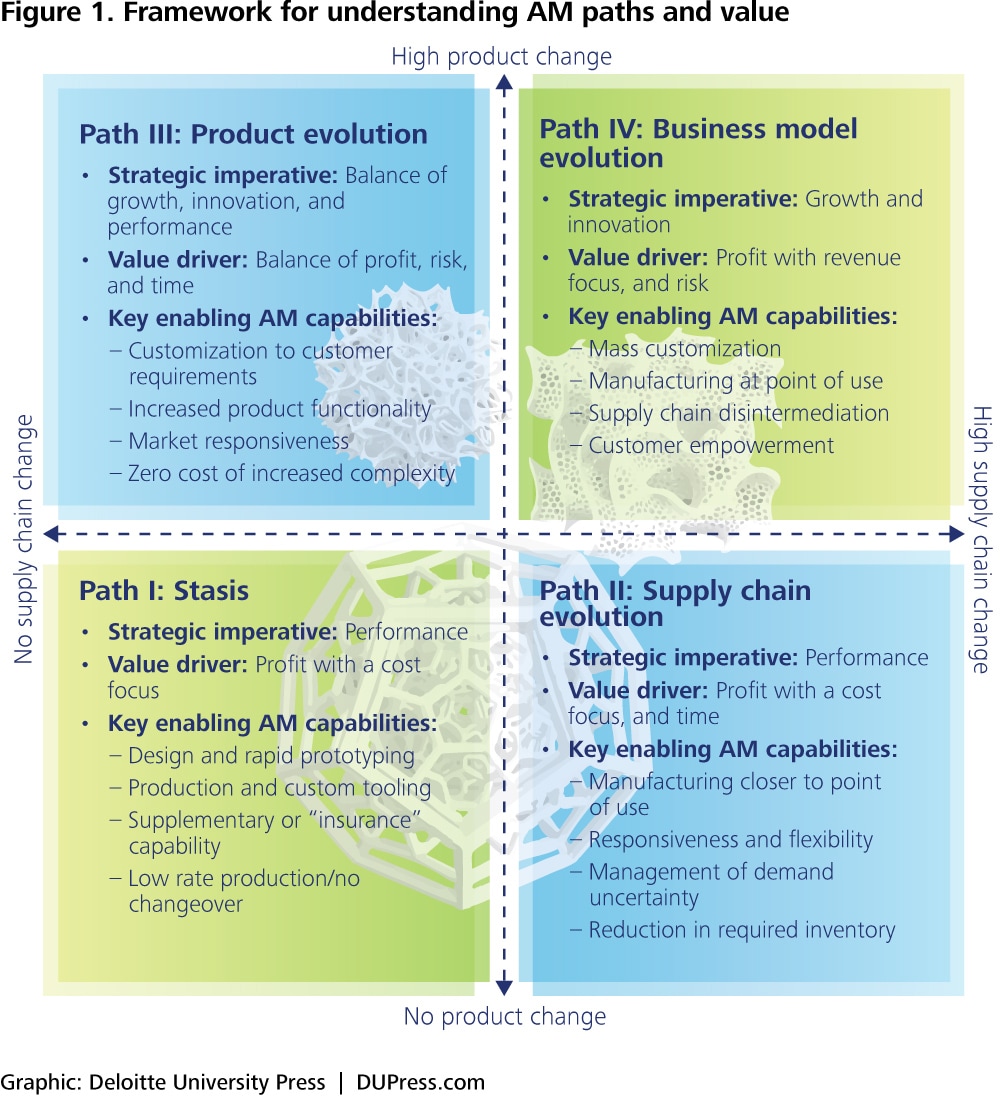
Changing the capital vs. scale relationship has the potential to impact how supply chains are configured, and changing the capital vs. scope relationship has the potential to impact product designs. These impacts present companies with choices on ways to deploy AM across their businesses (see figure 1). Companies pursuing AM capabilities choose between divergent paths:
- Path I: Companies do not seek radical alterations in either supply chains or products, but they may explore AM technologies to improve value delivery for current products within existing supply chains.
- Path II: Companies take advantage of scale economics offered by AM as a potential enabler of supply chain transformation for the products they offer.
- Path III: Companies take advantage of the scope economics offered by AM technologies to achieve new levels of performance or innovation in the products they offer.
- Path IV: Companies alter both supply chains and products in pursuit of new business models.
AM applications in design paradigms
Due to the importance of design across all areas of manufacturing and production—from prototyping to supply chain shifts to the very shape products take—the role of AM in exploring new design paradigms has a wide-ranging fit within the AM framework.
Deloitte Consulting LLP has previously explored the impact of AM on design in 3D opportunity for product design: Additive manufacturing and the early stage.11 Beyond discussing the what of design itself, it is important to consider how to help engineers actually do it. In particular, examining behaviors that prevent engineers from using AM beyond rapid prototyping for CM can significantly impact paths II, III, and IV. (See the sidebar “The additive manufacturing framework.”) Exploring the role behavior plays in shifting engineers’ perceptions of design paradigms can begin to illuminate its impact across each of these three areas.12
The conventional manufacturing mindset
Throughout much of its 30-year history, rapid prototyping was the main use for AM.13 While the AM approach provides tremendous value, rapidly prototyped designs are ultimately intended to be manufactured using conventional methods; AM’s role is simply to quickly print each successive design iteration for validation, testing, proof of concept, marketing and demonstration, and design consensus.14 Other often-used AM applications—to economically print tooling, jigs, and fixtures—can add significant value.15
While AM provides value by streamlining design and prototyping or providing short-term solutions, each approach has one thing in common: CM remains at the center of the process, so the same design constraints still hold sway in many engineers’ minds.
Upending the design process
Digitally optimal design paradigms let the manufacturing process take AM’s properties into account, including new approaches to engineering and design.16 Considering AM as an endgame, an approach to end-use product manufacturing, can upend the manufacturing process.
AM can offer designers and engineers opportunities to rethink conventional approaches of designing for manufacture (DFM) and design for assembly (DFA); a wider array of shapes and designs can be manufactured with AM. Without having to worry so much about manufacturability, engineers can concentrate on designing more for functionality and optimal performance.18 It can allow designers and engineers to cast aside many of the design constraints and explore previously impossible geometries with little additional cost.19
For CM, the roles for each stage of design and production tend to be clear, with individualized tasks and an extended design workflow punctuated by specialty and multiple iterations for various design constraints (see figure 2).20 With AM, the roles can be fuzzier: Designs can theoretically move straight from computer models to the printer, with a few stops to adjust for manufacturability and cost—removing entire stages of the workflow.21 Thus, the design process can be transformed from a great deal of specialization and numerous discrete tasks broken into individual jobs and multiple considerations, to a condensed, collaborative, and intensive process with fewer design steps to ensure manufacturability (see figure 3).22

Moving from functional thinking to problem solving
In addition to asking design engineers to think beyond CM’s traditional design paradigms to concentrate purely on performance, these changes require them to widen their perspective still further, to consider entirely different manufacturing approaches altogether. In considerations of manufacturability and cost, rather than assuming CM is the default approach, product performance will need to be matched to the most appropriate manufacturing approach.23 In some cases, AM may be the best approach to ensure an end product with optimal performance. In other cases, CM may prove more cost- or energy-effective and the better overall option.24 But in order to identify the most appropriate approach, engineers should first consider both options. In many organizations, AM is not even being considered.
Considering both AM and CM options within the context of design requirements and selecting the most appropriate approach constitutes no small shift in thinking, particularly for some engineers who may have spent much of their careers working through a conventional set of processes. It also adds yet another set of choices to the myriad other considerations and design constraints engineers must already take into account (see the sidebar “DFX and the proliferation of design requirements”).
Within the “extended and specialized” design process, engineers typically focus on one discrete discipline or function—for example, fluid engineering, electrical engineering, or thermal engineering, to name a few.25 Each discipline modifies the design to optimize for its specific function, while also considering manufacturability (see figure 2).26
By transforming the design process to “condensed and collaborative,” AM can force engineers to focus on the larger issue of trying to solve a problem. This challenges engineers to take a cross-functional perspective27—not necessarily a comfortable prospect in a field marked by specialization.28 Thus, while AM can help engineers solve very complex manufacturing problems by spanning barriers and disciplines, it pushes engineers to adjust the way they work (see figure 3).29

We know that this change in thinking isn’t easy. Motivating organizations and individuals to move from one design paradigm to another can feel like a monumental undertaking. Behavioral science can help companies understand the organizational inertia that slows them down.
DFX and the proliferation of design requirements
AM is far from the first development to shift design paradigms. Design engineers typically use DFA and DFM. Now an indispensable part of the design process, DFA and DFM (collectively known as DFMA) were developed as an extension of their precursors: producibility engineering (PE) and value engineering (VE).30
Taken together, PE and VE are used to rein in costs. The challenge with these two approaches, however, is due, in part, to the fact that they fall at the end of the design and production cycle.31 Thus, they essentially retrofit designs to meet cost and production needs. This can lead to delays and inefficiencies, as engineers must modify already-completed designs.
DFMA, on the other hand, takes assembly and manufacturing considerations into account during the design process, constituting a shift in design thinking and process. These concerns are then balanced against functionality and capabilities to ensure that products function well and can be produced for a manageable cost—a crucial constraint on decisions related to selecting a design and determining an approach.32
Both PE/VE and DFMA, however, focus mostly on manufacturing cost as the main design consideration, keeping the funnel tight for engineers. As manufacturing evolves, design requirements have proliferated, adding complexity. Engineers have to look beyond the factory door to incorporate the fuller life cycle, including disassembly at the end of a product’s life, recyclability, part repurposing, and other environmental concerns.33
Clinging to the classics
Stimulating organizational change that encourages engineers (or anyone, really) to think in new design paradigms is not easy. At both the individual and organizational levels, cognitive biases often prevent us from adopting new, unfamiliar methods. These biases are inherent in all of us and are harder to overcome when expertise runs deep. Asking engineers to think differently in light of the new opportunities and relaxed constraints that AM introduces can be challenging. However, the behavioral economics and management literature sheds light on the intrinsic challenges engineers confront when asked to think and work differently. By understanding the drivers that prevent change, we can begin to explore ways in which managers can lay the groundwork for AM acceptance throughout an organization.
Biases preventing change
Even if it rarely surfaces on a conscious level, every decision has a default option: do nothing. The status quo is a powerful bias; incumbency is hard to overcome, so we tend toward familiar courses of action.34 Research suggests that change is most likely to occur when we feel dissatisfied with the status quo.35 But change can be more easily resisted when the current state proves even marginally satisfactory.
When adopting AM, engineers may experience skepticism and anxiety when considering its potential to change not only the manufacturing process and the shop floor but also their own profession, and potentially their livelihoods. Unfortunately, even as individuals begin to overcome the status quo bias, many companies struggle under the weight of organizational inertia—the difficulty of creating the right momentum within a social structure to adapt at the speed necessary to keep up with environmental change.36 This can create a tendency to continue with a current approach, even in the face of an innovative idea or new technology that has the potential to positively impact a company’s performance.37
A Deloitte Development LLC series on behavioral economics and management
Behavioral economics is the examination of how psychological, social, and emotional factors often conflict with and override economic incentives when individuals or groups make decisions. This article is part of a series that examines the influence and consequences of behavioral principles on the choices people make related to their work. Collectively, these articles, interviews, and reports illustrate how an understanding of biases and cognitive limitations is a first step in developing countermeasures that limit their impact on an organization. For more information, visit http://dupress.com/collection/behavioral-insights/.
Organizational inertia occurs as a group collectively remains fixated on its past accomplishments in an attempt to protect its current state, all the while unknowingly blind to changes taking place within the marketplace.38 This can leave well-established organizations more vulnerable to disruption, as faster and more agile competitors emerge less susceptible to inertia.
The underlying forces—such as sunk costs and loss aversion, explored below—that drive people and organizations to inertia can be difficult to recognize and avoid.39 This poses significant risk, as companies mired in inertia often fail to realize it until financial performance takes a downward turn or they have fallen so far behind the competition that it becomes difficult, if not impossible, to catch up.
The advent of e-commerce, and the impact it had on Borders, a leading brick-and-mortar bookseller, is an example of precisely this scenario. Amazon entered the market in 1995, upending the way consumers could purchase books. In response, Borders outsourced its digital sales to Amazon, choosing instead to invest in expanding its physical real estate and inventory.40 Many experts remarked that Borders “failed to foresee the major changes in the market,” instead choosing to allow physical stores to become the “core rigidity” around which its strategy centered.41 Past successes achieved by following this strategy led Borders to continue to see this as a winning approach and double down on its sunk costs, blinded to the changing market demands. Indeed, in 2007, 12 years after Amazon entered the market, Borders had yet to connect some of its brick-and-mortar stores to the Internet.42 Doubling down still further, Borders increased its CD and DVD merchandise at a time when digital downloads were on the rise, resulting in a 28 percent sales drop in 2009.43 This decision to stick with the status quo rather than adapt to the changing industry—and, in fact, remain blind to developments transforming the market—is widely considered the turning point leading to Borders’ eventual liquidation in 2011.
While organizational inertia can be hard to overcome, Western Union—which is more than 160 years old—proves it is not impossible. Originally a leading provider of telegraph communications, the company struggled to compete with the advent and increasing ubiquity of long-distance phone calls and fax machines.44 Rather than stay its existing course, Western Union shifted strategy, moving to the international money transfer business. It did so by capitalizing on its existing capabilities as a global communication brand and focused on reinventing itself as the easiest way to send money globally—grossing $5.61 billion in revenue in 2014.45 The company didn’t rest on its laurels, however: Western Union continued to search for alternative strategies to maintain its competitive position in the marketplace by establishing digital channels, entering the business-to-business small and medium business market, and scaling compliance capabilities to grow cross-border business in an increasingly regulated environment, rather than doubling down on the global communication business.46
Taking action to avoid anchoring in place
Why was Western Union able to overcome inertia while Borders seemed to fail to recognize the need for change? Three key decision points can help us not only understand these case examples but also recognize the status quo bias that leads to inertia.
- Question past successes, don’t anchor the next decision based upon them. Recognizing inertia starts with a healthy fear that what is working today may not tomorrow. Western Union realized that the telegraph was becoming obsolete and sought to find a sustainable business model.47 Borders, however, believed its past success in the brick-and-mortar business as the second-largest US bookstore would continue, and it ignored the shifting winds in the industry.48 Anchoring to the past can cause one to veer off course in the future.
- Avoid getting overconfident about consumer loyalty. Borders believed its consumers would continue to demand an in-store experience and disregard online shopping, failing to consider that even its most loyal customers might prefer convenience over bricks and mortar. Western Union, however, questioned existing norms about global communications and, as a result, chose to aggressively divest its existing telegraph business in pursuit of the money transfer business.49
- Don’t delay action. Change begets change; the more often one makes a shift, the easier it becomes to do so.50 Thus creating a culture of change leads to an increasing willingness to continue to adapt and reinvent. However, the opposite is also true. The longer the path on the status quo, the more the brain discourages actions, focusing on potential losses rather than gains.51 Borders delayed getting into the digital game, creating an all-but-impossible barrier to entry once it finally decided to act.52 Western Union did not delay entering into the money transfer business, and it quickly pursued digital investments and partnerships to strengthen its market share once it jumped in.
Making the invisible visible
It can be difficult for an individual or organization to recognize, in the moment, what is preventing adoption of new technologies and design paradigms, as these forces often seem invisible. Two cognitive misconceptions often keep groups stuck on a path of inertia: miscalculation of sunk costs and loss aversion.
Doubling down on sunk costs
Sunk costs act as a means to justify fear. Individuals use the time and resources they have already invested in prior methods as a means to justify the status quo.53 For organizations that already invested in the methods they’re familiar with—and which have resulted in success in the past—the cost of starting over often overshadows the potential benefits. The results can be disastrous, as seen with Borders’ inability to move forward.
But change does not need to be an either/or affair, and companies should remember that adopting a new approach does not necessarily have to mean making a full 180-degree turn and losing the resources invested in one particular approach. Indeed, it is important to note that AM can be a significant enabler of CM rather than a direct replacement, adding to its strengths. There are many instances in which AM will simply not be the best option, and CM will constitute the most appropriate choice, whether due to issues of scale, scope, cost, or other factors.54 Rather, it is important to consider the two approaches as complementary: AM should not displace CM, but engineers should be able to recognize design situations in which AM can develop innovative designs and optimize performance where CM cannot.55 They can do so by reviewing the functional considerations inherent in every product or part design and taking stock of the compromises they should make in order to make the design feasible for manufacture and assembly. Engineers can then weigh the costs and benefits of switching to an AM approach by asking themselves if the boost in performance is worth any trade-offs that may exist. In many instances, the prospect of more optimized performance will be the clear winner; in others, it may not.
And remember: Change begets change. A relatively smaller shift to performing these types of cost-benefit analyses of AM versus CM may lead to a more profound shift: expanded thinking into wholly new designs that engineers may never have considered had they not begun to consider AM as a way to evolve preexisting ideas. This also requires a willingness to develop both approaches—in spite of previous organizational investments. (See the sidebar “Taking action to avoid anchoring in place.”)
Driven by losses
Individuals’ decision-making processes can often be irrational and reference dependent, meaning they may evaluate the possible outcomes of a particular choice in comparison to an existing reference point—even if that existing point is no longer relevant or does not constitute the best course of action.56 In other words, the outcomes of our decisions are rarely evaluated in absolute terms but, rather, relative to the status quo. Indeed, loss aversion inherently creates a sense of risk associated with any change, spurring the innate tendency to stay put.57 In fact, behavioral research suggests that people are twice as sensitive to losses as they are to gains.58 Borders exemplified this tendency by comparing e-commerce with its existing business model. Rather than consider the overall gains that could be made by adopting an online presence in complement to its stores, Borders focused instead on expected losses to its existing brick-and-mortar sales, an area in which it considered itself an industry leader.
Loss aversion leads to a predictable yet irrational focus on, rather than on what they might gain, what engineers stand to lose by incorporating AM within the design process: their clearly delineated area of knowledge; their loss of status as the keeper of AM knowledge as others learn how to use the technology; or perhaps even their ability to rely on successful, tried and true designs, a wealth of knowledge won after years of experience and hard work.59 Thus individuals have a natural propensity to stick with the status quo rather than choose a new, less familiar course of action.60
Loss aversion occurs in several different capacities where greater AM adoption is possible. This bias is especially amplified when the outcome of a decision is relatively uncertain and switching costs exist.61 As with any new technology, a set of risks should be evaluated and the trade-offs deemed acceptable before an organization can move forward.
The concept of trade-offs is integral to the design process. Engineers make trade-offs all the time; CM is the perfect example. Optimal shape and geometry may have to be compromised for DFM or DFA, with split lines, gate marks, and draft angles figuring heavily into designs to account for processes such as injection molding.62 These trade-offs, however, are “known knowns” in the design and manufacture process.
The lack of readily accessible materials data is an example of the uncertainty influencing AM adoption. Materials data can be scarce; materials need to be tested at length to gauge their ability to withstand various temperatures and real-life conditions, and they must be tracked over time to understand how they might age.63 Without this type of data, engineers may feel less comfortable designing for AM, where materials are less familiar and in whose structural integrity they may hold lower confidence.64 The unknowns regarding materials can easily lead individuals and organizations to avoid a potential loss and unintentionally disregard the alternative’s benefits.
However, organizations that move engineers past these hurdles can experience tremendous advantages. For example, NASA looked beyond potential losses—namely, setting aside fears of uncertainty and working with new, untested materials—and used AM to manufacture a new, more functional liner for its rocket thrusters that would have been impossible to create using CM methods. As part of a rocket engine combustion chamber, the liners had to be able to withstand extremely difficult conditions: a propellant that burns at more than 5,000° F on its inner walls, and hydrogen gas maintained at 100° F above absolute zero (less than -350° F) on its outer walls to prevent melting.65 While the need existed for such a thruster, conventional manufacturing technologies were unable to deliver; previous thrusters, while good enough, were not as efficient as they could be, as they were unable to accommodate the complex internal geometries needed for optimal venting functionality.66 In this way, NASA prioritized a need—optimal functionality—over the uncertainties of relying on a new, untried approach, and that enabled it to embrace AM as the best approach to use.

Immovable object, meet unstoppable force
Overcoming inertia to capture the value of a technology such as AM is not a unique challenge for today’s engineers and designers. Incorporating technology that upends an employee’s typical work process has been studied and well documented for the past several decades.67
Empirical evidence suggests that employees need a strong impetus to compel them to make the effort to change.68 Due to the natural tendency toward inertia, dissatisfaction with the status quo can help strengthen the case that change is both a wise and necessary option. Discomfort, after all, is an effective change agent: As John Kotter, the famous organizational change researcher and writer, once stated, “Conducting business as usual is very difficult if the building seems to be on fire.”69 Rather than waiting until environmental forces create a fire that makes current paradigms untenable—or compel change when it’s simply too late to make up for lost ground—managers can proactively and effectively make the case for change.
Therefore, as companies continue to consider adoption of AM beyond conventional manufacturing paradigms, managers may want to consider some of the following actions:
Assess your own biases. Few are immune to the cognitive drivers that lead to the status quo bias. Leaders may face the same difficulties as engineers in adopting new ways of thinking. As a leader, before trying to influence others, consider any biases you may have against incorporating AM into the manufacturing process. Overcoming biases begins with an acute awareness and acknowledgement of their existence.70
Establish a purpose for adoption. Leaders should be prepared to provide a compelling case for AM that creates a sense of urgency for adoption. Begin by painting a picture of the environmental shifts, such as simpler supply chains and a new generation of engineering that includes AM techniques, to help bolster the case for a move away from the status quo. Additionally, outlining the potentially steep opportunity cost of delaying AM adoption can help get the point across that taking action makes business sense. Creating a compelling vision of what can be—coupled with an understanding of what won’t be as a consequence of inaction—can help generate a sense of urgency among early adopters. For more information on creating a compelling case for AM, see 3D opportunity for production: Additive manufacturing makes its (business) case.71
Identify change champions, and let them explore the possibilities of AM. Innovation often originates with smart people working together to solve a problem. The challenge, however, can be identifying those individuals within an organization that are not only smart but also passionate about a new innovation. Surveys can provide managers insight that lets them identify employees who may be most enthusiastic about a technology, as well as those likely to influence others toward adoption. (For insights into other aspects of innovation challenges, see “Nothing for money: A behavioral perspective on innovation and motivation” in this issue.)
Once identified, it is important to allow this group the time and space to explore AM. Establishing a skunkworks-style program may be an effective way to facilitate innovation. Lockheed Martin initiated Skunk Works during the 1940s while trying to quickly create an innovative fighter jet that could compete with German aircraft. The project setup was so successful in producing innovation that it continues today, with many other companies, including Google and IBM, mimicking its format.72Skunkworks projects enable selected employees to work together to develop a project with the goal of radical innovation, free from the interference of typical day-to-day operations.73 The key to making these types of programs successful is providing the group with a high degree of autonomy and shielding them from organizational bureaucracy that often stifles innovation.74 The output of these projects can generate the required proof points that can eventually persuade skeptics to adopt AM.
Create an action plan with manageable stages and precise solutions. Research suggests that creating small, tangible goals that employees can see and feel increases success. This can be accomplished by sequencing the deployment of AM technology over time, starting with enthusiasts and open-minded first followers before turning to the skeptics. It is important to be realistic about the rate and scale of change, keeping success attainable with small wins throughout the adoption process. Indeed, people are likely to be overwhelmed when too much information is presented at once, causing them to cling to the status quo.75 Breaking a change plan into small, actionable steps can facilitate greater adoption.
Patience will be important as the team encounters initial failures going through the adoption process, potentially provoking interpersonal conflict as a result. During this time, leaders should allow failures without punishment and quickly communicate successes so that skeptics can witness proof points of early adopters’ successes. In addition, an action plan should emphasize the balance of stability and change: AM will not completely upend CM but, rather, complement its existence. With this in mind, keeping parts of the system stable can help decrease levels of stress and tension among skeptics.
Forge relationships throughout the AM ecosystem. Many organizations who are maximizing AM’s utility are partnering with other players in the AM ecosystem to do so. Research suggests that one of the most effective and efficient ways to collaborate is to develop external, noncompeting partnerships to anticipate and adjust to new paradigms.76 These strategic alliances act as an external “knowledge network” that eases the transition to new technologies by reducing internal uncertainty, providing support and reassurance, and helping to alleviate natural loss aversion.
Specific to AM, organizations are already exploring outside partnerships to gain a better understanding of what AM can do, rather than what it has done. For example, America Makes—the National Additive Manufacturing Innovation Institute, works to bring together members of the AM ecosystem, including competitors, to advance AM’s capabilities, with the overarching and expressed goal of using individually obtained experience to collectively strengthen the US manufacturing base.77 In this way, the system can advance further than any organization could individually. America Makes uses technical experience from across the public sector, industries, and academia to collectively advance AM applications. (See the sidebar “Expanding AM’s possibilities to solve problems” for a description of America Makes and its role in the AM industry.)
Expanding AM’s possibilities to solve problems
As part of this approach, America Makes is working with the US Department of Defense (DOD) to identify ways to use AM to solve commercial problems. America Makes and the DOD are developing AM technology roadmaps for decreasing lead times and inventory costs, creating new, increasingly sustainable designs and expanding component geometries for manufactured objects.
Alongside the roadmaps, America Makes is addressing workforce readiness and technology adoption by collaborating on training, workshops, and case studies that foster pragmatic learning experiences. Through these offerings, they provide information about using AM to design for functionality and complexity, in addition to customization techniques. These evidence-based learning opportunities demonstrate not only new design possibilities but also AM’s speed, enabling companies to consider new approaches to their design cycles.78 Using an ecosystem of players, America Makes is able to provide a tangible knowledge network for those looking to expand upon the design possibilities of AM.
Manufacturing change
Additive manufacturing has expanded the possibilities for engineers, opening up new options for design and manufacturing. Geometries and materials that were previously impossible in traditional processes are now available with this mode of production.79 Designers and engineers can be freer to explore new approaches, structures, and functions that complement those found in CM. And the opportunities AM presents—for optimized design, improved function, greater efficiencies—are considerable. Beyond new geometries and materials, AM shifts design paradigms in other ways. In many cases, designers are constrained by traditional limitations, such as costs models, including production labor, materials, and tooling.80
At the same time, however, AM has the potential to change the design process, turning on its head the approach engineers know well and injecting some measure of risk and uncertainty into the design process. Many engineers are not adopting AM beyond using it to streamline conventional manufacturing methods, and new design paradigms are being left unexplored. Indeed, biases toward change prevent many from fully exploring the new design and engineering opportunities AM presents.81
However, these biases can likely be overcome when leadership establishes a compelling purpose for adoption, identifies change champions to help reach a critical mass of adoption, creates an AM action plan with manageable steps, and looks outside to identify partnerships as part of the AM ecosystem—helping organizations explore fuller AM adoption.
© 2021. See Terms of Use for more information.
