




3D opportunity for end-use products has been saved

3D opportunity for end-use products Additive manufacturing builds a better future
17 October 2014
As the technology improves, product manufacturers are increasingly using additive manufacturing (AM) to enable new designs and improve product performance relative to products manufactured with conventional techniques.

Introduction
Additive manufacturing (AM), more popularly known as 3D printing, describes a group of technologies used to produce objects through the addition rather than the removal of material. AM was first used commercially in the mid-1980s for the creation of prototypes, models, and visualization tools. More recently, however, advances in printer and materials technology have allowed AM to expand to applications such as tooling and end-user part production.1
We define end-use products as those that are either sold to consumers or used in the creation of a higher-level assembly that is then sold to the consumer.
Want to learn more about 3D printing?
Visit the 3D Opportunity collection
Register for our upcoming course
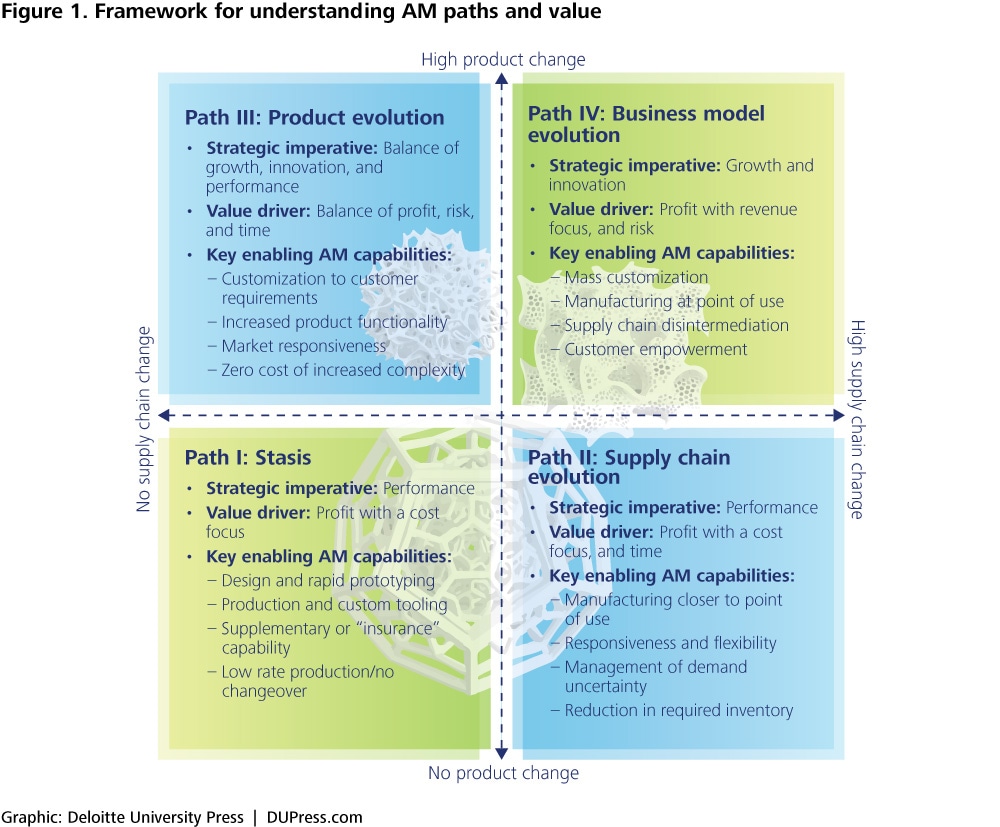
AM is used in many industries, including aerospace and defense, automotive, consumer products, industrial products, medical devices, and architecture. The overall market size for the AM industry was estimated to be $3.1 billion in 2013 on annualized growth of 35 percent over sales of $2.3 billion in 2012.2 The article 3D opportunity: Additive manufacturing paths to performance, innovation, and growth provides Deloitte’s overall perspective on the impact of AM, as outlined in the framework illustrated in the sidebar “Framework for understanding AM paths and value.”3
AM is an important technology innovation whose roots go back nearly three decades. Its importance is derived from its ability to break existing performance trade-offs in two fundamental ways. First, AM reduces the capital required to achieve economies of scale. Second, it increases flexibility and reduces the capital required to achieve scope.
Capital versus scale: Considerations of minimum efficient scale shape the supply chain. AM has the potential to reduce the capital required to reach minimum efficient scale for production, thus lowering the entry barriers to manufacturing for a given location.
Capital versus scope: Economies of scope influence how and what products can be made. The flexibility of AM facilitates an increase in the variety of products a unit of capital can produce, reducing the costs associated with production changeovers and customization as well as the overall amount of capital required.
Changing the capital versus scale relationship has the potential to impact how supply chains are configured, while changing the capital versus scope relationship has the potential to impact product designs. These potential impacts present companies with choices on how to deploy AM across their businesses. The four tactical paths that companies can take are outlined in the framework below and in figure 1:
Path I: Companies do not seek radical alterations in either supply chains or products, but they may explore AM technologies to improve value delivery for current products within existing supply chains.
Path II: Companies take advantage of scale economics offered by AM as a potential enabler of supply chain transformation for the products they offer.
Path III: Companies take advantage of the scope economics offered by AM technologies to achieve new levels of performance or innovation in the products they offer.
Path IV: Companies alter both supply chains and products in pursuit of new business models.
This article focuses on the impact that using AM can have on end-use products. We define end-use products as those that are either sold to consumers or used in the creation of a higher-level assembly that is then sold to the consumer. End-use products are distinct from applications such as prototypes and tooling that are not intended for consumers, or that are used during the production process but are not included in a final assembly.
The total market for end-use products manufactured by service providers using AM was $798.4 million in 2012.4 “Service providers” here are defined as companies that offer additive manufacturing service contracts to other firms. Therefore, this number does not include revenue generated by firms using AM for their own products and processes, and we may reasonably infer that the total value of AM for end use is greater. Although traditional methods for manufacturing products continue to be used more frequently, technology improvements are increasing the number of applications that are suitable for AM. In 2013, AM applications for functional parts, a category of which final-part production is a large part, represented 29 percent of the overall AM application space.5 This area of application has demonstrated even more rapid growth than the general AM market over the past several years.
Industry use of AM for end-use production
Our special interest here is in the application of AM for end-use part production along path III (product evolution) of Deloitte’s AM framework, including for objects that have been redesigned for AM use.6 These applications demonstrate innovation by rethinking product requirements rather than relying on older designs. Product evolution can be combined with supply chain evolution to reach path IV (business model evolution). Companies that incorporate AM into their manufacturing process have the potential to enhance their products in the following ways:
- Increased geometric complexity
- Decreased system complexity
- Increased customization
- Enhanced performance
The first three enhancements illustrate how AM enables new product design. The last highlights how the three enhancements improve performance relative to products or geometries manufactured with conventional techniques.
Increased geometric complexity: The scope capabilities of AM allow manufacturers to create objects that cannot be manufactured using conventional manufacturing techniques such as casting, forging, and subtractive machining.7 AM allows for greater geometric complexity because material is added layer by layer during the object build process. Layering allows for structures that are difficult, and in some cases impossible, to produce using conventional techniques. Such structures might include curved channels, embedded lattices, and totally enclosed volumes. Geometries such as these are available because structures that will be fully covered in the final object are open and accessible as each layer is created. AM’s ability to create complex geometries is enhanced by its capacity to employ temporary support structures during the build process. After production, these structures may be removed through a variety of methods depending on the technology and materials being employed.

An example of AM’s ability to support increased geometric complexity is provided by research at Virginia Polytechnic Institute and State University (Virginia Tech). There, researchers experimented with AM to create complex, hollow metal cellular components with moderate to high levels of complexity (known as mesostructures). Conventional manufacturing techniques for making such objects out of metal tubes typically employ a folding and brazing operation beginning with a perforated metal sheet, which limits design flexibility.8 AM provided designers with greater freedom to alter the shape and number of the hollow structures used within the object, which in turn offered the opportunity to improve attributes such as strength-to-weight ratio and buckling resistance.9
Paradoxically, the ability to produce individual components with more complex geometries allows designers to produce entire systems using fewer subcomponents, reducing complexity at the system level.
The researchers at Virginia Tech demonstrated the extent of AM’s capabilities by combining it with other manufacturing techniques, such as electroless plating, to create complex hollow metal geometries. Electroless plating is the process of depositing a coating on an object through the use of a reducing agent. The hybrid approach used AM to produce a polyamide version of the desired geometry (a 3D scaffolding cube structure). The polyamide part was then plated using an electroless plating operation. Finally, the AM substrate was removed using a thermal burn-off process. The resulting geometry was a complex cellular structure in the shape of the scaffolding cube. The structure was 65 percent air by volume because all of the connecting ligaments were hollow, supported by walls that were just 800 microns thick.10 The manufacturing process used by the researchers demonstrates the usefulness of AM in the production of complex, hollow parts and creates a new set of geometric possibilities for designers. Parts produced using this procedure could provide new solutions to a number of applications that include heat exchangers, structural supports, and protective shielding.11
Researchers in the European Union also are experimenting with using AM to manufacture custom cranial implants.12 In this application, AM’s capacity to create complex geometries is leveraged to create bone-growth-promoting lattice structures that cannot be produced using conventional manufacturing techniques. The complex lattice structure can be filled with a bio-absorbable polymer that promotes bone growth. Beyond the ability to create growth-supporting lattice structures, the AM-manufactured implants offer several advantages over traditional cranial implants, mostly based on the materials used. The cranial implants studied are made of polyetheretherketone (PEEK), a thermoplastic used in a wide variety of engineering and manufacturing applications. Traditionally manufactured implants typically use titanium plate; implants made of PEEK are lighter. Despite this weight reduction, AM-created implants demonstrate high strength and are able to withstand pressure greater than 100 megapascals with minimal deflection.13

In addition, AM-created implants offer some advantages over titanium ones: improved biocompatibility, which enables the implant to flex and move with the skull; lower thermal conductivity, which leads to less long-term discomfort for the patient; and, finally, greater transparency to CT, X-ray, and MRI scans, allowing doctors to use conventional imaging techniques after an implant procedure.14 These functional advantages are accompanied by a number of production advantages, including shorter production time and lower costs for the patient.15
Decreased system complexity: The previous examples illustrate how AM can be used to create more complex geometries than are possible with conventional manufacturing techniques. Paradoxically, the ability to produce individual components with more complex geometries allows designers to produce entire systems using fewer subcomponents, reducing complexity at the system level.
The layering approach of AM allows the simultaneous fabrication of internal subcomponents and outer layers. This ability, when fully utilized, can help create “single component systems”—systems that have been redesigned to be produced in a single part rather than by combining subassemblies.
AM allows users to build products designed for performance rather than for manufacturability (as required by more traditional manufacturing techniques).
Testing performed by NASA in 2013 demonstrates this ability of AM to reduce system complexity. NASA redesigned an engine fuel injector, which previously was composed of 115 individual subcomponents, to contain just two subcomponents. The redesigned injector was able to fuel an engine that produced 20,000 pounds of thrust (10 times more than any injector previously produced using AM) in environments of up to 3,300°C while withstanding 1,400 pounds of pressure per square inch. The success of this initial test has led NASA engineers to believe a combination of increased performance, reduced assembly weight, and lower production costs make AM-produced fuel injectors a viable technology for final production engine and rocket components.16
In a related (and well-known) application, General Electric is now able to create cobalt/chromium alloy aircraft fuel nozzles using AM. Previously, the nozzles required 20 individual subcomponents, but now they can be manufactured as a single piece, enabling new fuel distribution designs with lower emissions that better control temperature and nitrous oxide levels. In addition to faster production runs, the component is five times more durable and 25 percent lighter than when made using conventional methods.17
On a larger, more commercial scale, Boeing has used AM to reduce the system complexity of environmental control system (ECS) ducting for its F-18 military jets, 787 commercial airliners, and eight other production platforms. Each ECS duct consolidates 10–20 parts, or more, into a single ECS system, greatly reducing the number of heating and ventilation components that require additional assembly. Boeing produced over 100,000 ECS parts for 10 different aircraft programs in 2012, and many of these were fabricated exclusively with AM technology.18

Firms outside of aerospace also have embraced AM’s ability to reduce the number of parts and integrate multiple parts into single component systems. Diametal, a Swiss machining company, uses selective laser melting to produce burner components.19 Prior to the company’s adoption of AM, burners were manufactured by creating multiple individual subcomponents, which then had to be assembled to create a complete part. Diametal burners require nine undercuttings and have six internal cavities.20 With traditional manufacturing methods, the production process was long and subject to reliability issues related to leakage. Using AM, the company employed temporary supports during production that enabled the fabrication of complex single-component systems. In addition to eliminating leakage from faulty welds, components using AM technology weighed 75 percent less and improved circulation properties by 80 percent.21

Increased customization: AM also enhances manufacturers’ ability to create individually customized products. The technology is well suited to product customization because it can support a wide variety of complex geometries without the manufacturer needing to incur the additional set-up costs typically associated with tailoring a product. For example, using conventional manufacturing techniques, customization can require multiple unique machine set-ups, unique molds and other tooling, and product-specific post-processing.22 AM can produce custom outputs without physically changing the production equipment to avoid many of these requirements.23
When manufacturers use AM to produce customized outputs for every unique user, they are using the technology to support mass customization—providing increased value to the customer without a corresponding increase in costs. Mass customization using AM is starting to gain traction in the medical device and consumer product industries.

One such example is researchers at the University of Buffalo investigating the use of AM in the manufacture of custom wound scaffolds. Wound scaffolds are porous structures inserted at chronic wound sites (such as pressure ulcers) that aid in tissue growth and wound healing. They are designed to prevent bacterial infection while enabling oxygen transmission to the wound surface. The researchers at the University of Buffalo demonstrated that through the use of AM-created wound scaffolds, the wound healing process could be improved.24
In another application, Siemens is currently pairing its new medical scanning technology with AM to mass-manufacture custom hearing aid shells for individual customers.25 AM allows Siemens to manufacture up to 30 custom hearing aids during each four-hour production run, reducing production lead times and component inventory. Siemens has created over 10 million custom hearing aid shells using AM and claims they provide a better-fitting product that improves customer satisfaction.26
Enhanced performance: AM’s ability to simultaneously manage complex component geometries, simplify component systems through part reduction, and facilitate customization offers designers the opportunity to build products designed for performance rather than for manufacturability (as required by more traditional manufacturing techniques). Companies in the aerospace industry have embraced AM to enhance performance by building parts that reduce weight and improve fuel economy.27Companies in the life sciences industry use AM to improve patient outcomes.28 Other industries such as automotive and consumer products leverage AM to make stronger components.29
AM, product evolution, and the future
AM technology represents a potentially valuable avenue of exploration and investment for companies as they consider evolving their products in response to market demands. As the technology continues to improve, its ability to enhance product performance is expected to continue to increase. As this performance increases, AM use is likely to continue to migrate from being an advanced technology used only by innovators to a more commonly used technology for core production activities.
Companies in many industries continue to explore AM capabilities along path I of the additive manufacturing framework presented here, where they are essentially attempting to produce existing components using a new technology. As AM capabilities continue to improve, these companies will likely pursue path III of the framework, building parts and systems with better functionality without a corresponding increase in costs—leading to new product development and growth opportunities.
Some challenges against more widespread use of AM for product enhancement remain:
- Manufacturers require both a broader selection of printable materials as well as better material performance.30
- AM must become more cost-competitive with traditional manufacturing techniques.31
- Product designers must become familiar with the technology and the design principles that are best suited to AM’s unique capabilities.32
Senior leaders can encourage their companies’ design and manufacturing engineering leaders to follow path I, looking for opportunities to improve their existing products using AM. In order to identify which products’ manufacturing is best suited to AM, companies can follow a three-step process:
- Determine AM’s feasibility as a manufacturing technique for specific products. This involves evaluating elements such as desired material, quality standards, physical dimensions, and performance attributes such as tensile strength to assess whether these elements are supported by AM.
- Identify which products possess characteristics that would benefit from using AM. These characteristics include the presence of system complexity, the need for complex geometries, and the need for customization.
- Develop a business case for using AM in the manufacturing process. This business case should examine impacts to the manufacturing process associated with the use of AM, including reductions in assembly steps, scrap, and inventory, and the elimination of tooling. These potential benefits should be weighed against any increased cost of materials and investment in part or product redesign.
When path I allows their companies to become sufficiently expert in AM, senior leaders should consider encouraging their design and manufacturing engineering teams to pursue opportunities along path III, product evolution. This path offers greater benefits, as true innovation opportunities arise from the ability to simultaneously improve product performance along multiple dimensions (such as cost, weight, and complexity). The key is for companies to begin their AM journey now so that they may learn and prepare for what is expected to occur, continued expansion of these important technologies into industrial supply chains. Companies should position themselves to take advantage of the benefits offered by AM, or risk being left behind by competitors.
Deloitte Consulting LLP’s supply chain and manufacturing operations practice helps companies understand and address opportunities to apply advanced manufacturing technologies to impact their businesses’ performance, innovation, and growth. Our insights into additive manufacturing allow us to help organizations reassess their people, process, technology, and innovation strategies in light of this emerging set of technologies. Contact the author for more information or read more about our alliance with 3D Systems and our 3D Printing Discovery Center on www.deloitte.com.