


3D opportunity for the Department of Defense has been saved

3D opportunity for the Department of Defense Additive manufacturing fires up
21 November 2014
In an era of unsustainable defense budgets and increasingly complex enemies, advanced manufacturing holds the potential to help the United States to meet its mission and responsibilities in both arenas.

Introduction
At the same time that global hostilities mount, fiscal pressures weigh heavily on the Department of Defense’s (DoD) ability to confront them effectively and efficiently. The challenges are particularly acute in the DoD’s maintenance and supply chain enterprise.
Want to learn more about 3D printing?
Visit the 3D Opportunity collection
Register for our upcoming course
The DoD’s extensive Maintenance Enterprise poses daunting risks (see sidebar, “The Department of Defense Maintenance Enterprise”). Maintenance needs are complex and highly unpredictable even in peacetime. The Department’s current operations require high levels of customization and production of parts in remote locations in low volumes and on tight timelines,1 imposing high entry barriers for suppliers of traditionally manufactured parts.2 The consequences are lower operational readiness and sortie rates, higher transportation costs, reduced process predictability, long lead times, and considerable excess inventory and waste.3
The US Navy’s Vice Admiral Philip Cullom, who is charged with the Navy’s “Print The Fleet” additive manufacturing initiative, has stressed that the Navy’s logistical supply chains are vulnerable and costly, and that additive manufacturing can offset some of that cost, particularly in austere times.4
The Department of Defense Maintenance Enterprise
In fiscal year 2011, the DoD’s total obligation authority was more than $650 billion. Of that, $284.8 billion (44 percent) was used for operations and maintenance—not surprising given the number of systems the DOD supports:5
- 327,000 tactical vehicles
- 40,300 combat vehicles
- 13,900 aircraft
- 896 strategic missiles
- 275 ships
- Communications/electronic equipment, support equipment, and many other systems
In addition, the supply chain needed to support these efforts is complex and immense. The globally dispersed operations consist of:
- 654,000 DoD personnel (21 percent of all DoD staff) who serve in supply chain maintenance roles
- Hundreds of military maintenance organizations that provide approximately half of DoD maintenance support using a Cold War-era three-tiered structure (organization, field, depot)
- Thousands of commercial entities that provide the other half
- 880 field-level maintenance organizations
- 15 depot-level maintenance organizations
Now, imagine a scenario where, in a combat zone without existing parts inventory, replacement parts can be manufactured on site in near-real time. Envision manufacturers delivering weapons systems faster while concurrently improving platform design. Imagine fleets of ships, aircraft, and vehicles extending their range and payload capabilities while their obsolescent parts are reengineered, printed, certified, and returned to combat in a matter of days.
Additive manufacturing (AM) puts these scenarios in the realm of possibility (see sidebar, “The impact of additive manufacturing”). With the availability of these technologies, the DoD stands on the cusp of a renaissance in the manufacture of critical parts and their supply to soldiers, sailors, and airmen both in the barracks and in the field.
How the DoD responds to this opportunity can directly impact its ability to be the best fighting force in the world—and on the nation’s ability to project power around the globe.
The impact of additive manufacturing
AM is a significant technology innovation whose roots go back nearly three decades. Its importance stems from its ability to eliminate existing performance trade-offs in two fundamental ways. First, AM reduces the capital required to achieve economies of scale. Second, it increases flexibility and reduces the capital required to achieve scope.
Capital versus scale: Considerations of minimum efficient scale shape the supply chain. AM has the potential to reduce the capital required to reach minimum efficient scale for production, thus lowering the barriers to entry to manufacturing for a given location.
Capital versus scope: Economies of scope influence how and what products can be made. The flexibility of AM facilitates an increase in the variety of products a unit of capital can produce, reducing the costs associated with production changeovers and customization and/or the overall amount of capital required.
Changing the capital versus scale relationship has the potential to impact how supply chains are configured, while changing the capital versus scope relationship has the potential to impact product designs.
Options for deploying additive manufacturing
AM can revamp the nature of supply chains by shifting them from transporting finished physical goods to moving design data and raw materials. Design data can be used to create products and components on demand anywhere. In essence, physical supply chains become digital ones.
The opportunities for the DoD are profound. Digital supply chains can help eliminate the need for large, centralized production facilities to achieve economies of scale. Eliminating these facilities would reduce the need to transport multiple parts to their point of use, which makes military forces significantly more agile through smaller and more secure supply chains. The ability to manufacture on demand reduces the need to forecast supply chain capacity accurately. Digital supply chains that use universal raw materials should be more resilient and easier to reconstitute in the face of actions by adversaries. In addition, by eliminating the need to transport and inventory parts and products, digital supply chains open up the possibility of realizing higher operational readiness and sortie rates.
To understand how organizations are leveraging additive manufacturing to create digital supply chains, Deloitte has studied how enterprises are deploying these technologies.6 The study found that organizations choose one of four tactical paths depending on their needs, goals, and circumstances:
Path I: Organizations do not seek radical alterations in either supply chains or products, but may explore AM technologies to improve value delivery for current products within existing supply chains.
Path II: Organizations take advantage of scale economics offered by AM as a potential enabler of supply chain transformation for the products they service.
Path III: Organizations take advantage of the scope economics offered by AM technologies to achieve new levels of performance or innovation in the products they service.
Path IV: Organizations alter both supply chains and products in the pursuit of new service models.
When considering these four paths, organizational leaders should apply meaningful criteria to select the most appropriate option. In the article 3D opportunity: Additive manufacturing paths to performance, innovation, and growth the authors provide criteria that form the basis for deciding which path is best for a commercial organization. Unlike commercial entities with profit motives, the DoD is a mission-driven organization with different objectives and motivations, so we have modified some of the criteria to suit the DoD space.
We believe there are three strategic imperatives that serve as the foundation of those criteria:
Performance—Accomplishing an objective in a way that meets standards and effectively resolves trade-off issues
Innovation—Activities and/or technologies that eliminate existing performance trade-offs to make desired outcomes possible
Agility—The level of flexibility required to most effectively and efficiently achieve mission accomplishment
By applying the lens of value, leaders can quantify and qualify the outcomes of any of the four paths. In general, value creation has three primary drivers:
Efficiency—The timely accomplishment of mission requirements with the minimum use of resources
Risk—The likelihood that mission requirements will be met
Time—The speed with which mission requirements can be achieved
Applying the above criteria to each of the four paths provides a set of choices (see figure 1) tailored to the DoD where organizational goals are focused on efficiency in accomplishing missions versus growth in profits. We define each of the four paths in the context of the DoD’s needs and also provide DoD-specific examples to highlight relevant applications, summarized in figure 1.

Path I: Stasis–The path currently pursued by most DoD entities
Organizations on path I do not seek radical alterations in either supply chains or products, but may explore AM technologies to improve value delivery for current products within existing supply chains.
With lives in the balance, the DoD understandably tends to be conservative in adopting new technologies. As a result, most DoD organizations will devote much of their effort to pursuing this path until AM applications are proven to be combat-ready. However, some DoD entities have begun experimenting with and implementing AM solutions. The US Navy, for example, has conducted a Print the Fleet experiment which has produced several applications for tooling, molding, repairs, prosthesis, cranial implants, and custom parts both on land and at sea (see figure 2).7 These and similar examples—including aviation support equipment and the reverse engineering of obsolescent parts such as many of those found on the B-52 platform—demonstrate the following advantages of AM.

Lead time reduction
AM is expected to streamline and accelerate the part design process through both scanning applications and tooling fabrication. AM equipment providers report that systems can be used to reduce tooling fabrication lead by 40–90 percent.8 As discussed in Deloitte’s 3D opportunity for tooling, Ford Motor Company is successfully using AM to reduce tooling fabrication lead times by in-sourcing its tooling fabrication operations. The company uses AM to rapidly create the sand molds and cores used for casting prototype parts.9 This application has helped Ford reduce lead times by up to four months while saving the company millions. In addition, the process has been used to create molds and cores for the company’s EcoBoost engine prototypes as well as rotor supports, transmission covers, and brake rotors for the Ford Explorer.10
The increase in the speed of part design helps reduce the time-to-field for equipment redesign.11 For example, when the Defense Advanced Research Projects Agency (DARPA) requested proposals to improve the design of vertical takeoff and landing (VTOL) aircraft in 2013, Boeing additively manufactured a prototype which collapsed a process of several months into less than 30 days.12
Improved functionality
With AM, organizations can create free-form designs that would be difficult or impossible to produce with traditional machining techniques. The capability can be particularly useful in the design of injection molding tooling.13For example, the overall quality of injection-molded parts is affected by heat transfer between the injected material and the cooling material that flows through the tooling fixture. When manufactured with conventional techniques, the channels that conduct the cooling material are typically straight. The result is slower and less consistent cooling throughout the molded part. Using AM, the tooling can be manufactured with free-form cooling channels that provide more homogeneous heat transfer. The result is improved cooling characteristics and, ultimately, higher-quality parts.14
Through faster heat removal, some companies have achieved a 60 percent reduction in the cycle time for injection molding.15 The improvement is not surprising given that cooling time can account for up to 70 percent of the total cycle time. In addition, some companies see significant decreases in scrap rate—up to 50 percent in some cases—due to even cooling (uneven cooling can warp parts and thus increase scrap rates).16
Increased ability to customize
In the tooling industry, AM’s ability to lower costs, shorten lead times, and produce complex geometries enables the fabrication of multiple individual tooling pieces needed to customize parts. At its most sophisticated, the use of AM to fabricate tooling can support user-specific customization.17 This is particularly useful (but not limited) to the medical device and health care industries. For example, Walter Reed National Military Medical Center uses additive manufacturing to produce items including tailor-made cranial plate implants, medical tooling, and surgical guides to customize health care.18 Extrapolated, this increased ability to customize parts has the potential to positively influence unit agility. Enabling customized, on-demand parts effectively disintermediates the physical inventory that the military’s supply chain provides and upon which individual units were traditionally reliant.
Overcoming obsolescence
Unlike many industries, the military often has to use its equipment for decades. The B-52 aircraft is one example. Although it was introduced in 1952, the military has no plans to sunset this still-valuable weapons platform until 2044.19 However, many of the parts needed to keep this fleet in the air are obsolete.20 Additive manufacturing can produce the parts needed on demand and where required.21The circuit card clip for the Navy’s J-6000 Tactical Support System Servers is another example. These were installed on board Los Angeles- and Ohio-class nuclear-powered guided-missile submarines but are no longer produced by the original manufacturer. The Naval Undersea Warfare Center-Keyport uses additive manufacturing to create a supply of replacement parts to keep the fleet ready.22
Path II: Supply chain evolution—AM in pursuit of performance and efficiency
Organizations on path II take advantage of scale economics offered by AM as a potential enabler of supply chain transformation for the products or services they offer or use.
Traditionally, the military does not produce the equipment it uses in battle. Its primary task in the product lifecycle is to use and maintain the equipment it has been provided with. Maintenance tasks take on much greater urgency in the military because the equipment is sometimes not replaced for decades. The maintenance, repair, and overhaul (MRO) enterprise for most issued equipment is complex. It involves the use of skilled labor at relatively few locations and must be supported by a supply chain that carries buffer inventory. The Maintenance Enterprise involves millions of parts and thousands of geographically dispersed suppliers.23 The traditional MRO process usually involves three primary steps (see figure 3).

Gate 1 is where the equipment, end-item, or its subassemblies are disassembled and inspected to determine the type and degree of repair required or whether the parts need to be replaced. While some parts are always replaced, the majority are repaired. Repairs vary by the time and type of use since the last overhaul. Because usage differs from end-item to end-item and subcomponent to subcomponent, demands on the physical supply chain and the resulting throughput are incredibly variable. In a world of additively manufactured parts, however, the ability to respond to that variability is significantly increased by enabling the on-demand manufacture of a new part while the traditionally manufactured part is sent to gate 2 for repair and/or overhaul.
Gate 2 is where the disassembled parts are repaired and accumulated for final assembly. The variability of repairs needed at gate 2 is also significant, driven by the degree and nature of the wear and tear of specific parts. Moreover, the time to repair many traditionally manufactured parts—especially those with tight tolerance or made from unique materials—can be significant. For these reasons, traditional supply chains tend to carry “spares” or excess inventory that can be swapped for parts that take a long time to repair.24 Thus, AM helps address two issues simultaneously. It significantly improves the ability to respond to demand variability by enabling the on-demand manufacture of a needed part, and in doing so minimizes the need to carry excess finished goods inventory. The accumulated effects of these benefits will have a positive impact on throughput in gate 2 as well.
Gate 3 is where parts are assembled into subassemblies and subassemblies into end-items. After gate 3, end-items are tested and validated before being returned to their end user.
The use of on-demand manufacturing in gates 1 and 2 disintermediates the traditional physical supply chain, which significantly lowers inventory levels while driving significant and sustained increases in MRO process throughput and productivity.25
In field operations, on-demand manufacturing might also eliminate “long tail” inventory,26 which can improve delivery performance on all three drivers of value simultaneously: efficiency, risk, and time.27 For example, the US Army uses its decade-old Mobile Parts Hospital (MPH) to instantly fabricate parts in a combat zone (see figure 2).28 The US Navy is taking AM capabilities afloat by printing replacement oil reservoir caps onboard ships.29 Norfolk Naval Shipyard’s Rapid Prototype Lab is saving the Navy thousands of dollars on the Gerald R. Ford class of aircraft carriers. Instead of traditional wood or metal mockups of ship alterations, which help prevent expensive rework, the lab prints much cheaper plastic polymer models in hours, rather than days or weeks.30
Path III: Product evolution—AM in pursuit of product innovation
Organizations on path III take advantage of the scope economics offered by AM technologies to achieve new levels of performance or innovation in the products or services they offer or use.
Innovation on this path can yield a number of benefits and applications. With AM capabilities, for example, organizations within the DoD can create physical products that cannot otherwise be produced.31 For example, at the DoD’s Picatinny Arsenal, blast effects must meet specific criteria, such as fragments of a precise size that can radiate in specific directions and effectively destroy desired targets. Warhead shapes are limited by what machine tools can produce. With AM, space is used more efficiently. According to James Zunino, a materials engineer for the US Army Armament Research, Development, and Engineering Center, “The real value you get is you can get more safety, lethality, or operational capability from the same space.”32
Complex-design parts
AM enables product designs and dimensions that would be hard to create through traditional manufacturing, and thus transcends existing design and manufacturing limitations.33 For example, the US Navy’s Fleet Readiness Center Southeast can work with more complicated designs and unique material properties to develop an enhanced hydraulic intake manifold for the V-22 Osprey. The manifold is 70 percent lighter, has improved fluid flow, and has fewer leak points than its traditionally manufactured counterpart.34
A large supplier to the US Air Force, GE Aviation is using AM to create fan blade edges with complex shapes to optimize airflow. It is difficult and time-consuming to machine such blades with traditional manufacturing approaches. By 2016, the company plans to manufacture these blade edges in large production runs using AM.35 For the end user, these improvements will likely result in increased fuel efficiency, effective range, and payload capability—all of which are critical for the low-intensity conflicts of the early 21st century.
Part simplification
GE is also using AM to print aircraft fuel nozzles for the next-generation LEAP aircraft engine (see figure 2). Using AM, GE can consolidate 20 subcomponents into a single build.36 In another aerospace example, companies, using selective laser melting, are printing rocket engines in three components versus the traditional 12. The reduction in cycle time is dramatic—15 days versus 14 months.37
Improved functionality through embedded electronics
Electronic printing is at the forefront of Picatinny Arsenal’s 3D research. Electronic printing uses an inkjet printer to print electronic components such as munitions antennas, fuse elements, and batteries. Inks that can conduct electric current, such as silver, are printed in layers onto a film surface which creates conductors, semiconductors, or resistors. This process allows engineers to potentially print sensors directly onto a weapon or even an article of clothing. For instance, a radio antenna made of silver nanoparticles printed onto a flexible polyimide substrate could be embedded in a soldier’s helmet, replacing the antenna that currently attaches to the headgear. Similarly, electronics could be printed on the side of artillery, freeing up space inside the round. Printed electronics use space more efficiently than conventionally made electronics—and generate less waste.38 They may also lead to lighter projectiles, enhanced range and firepower, or easier mobility.
Other DoD applications include embedding strain gauges and other sensors within aerodynamic structures in order to monitor performance and wear.39
Waste reduction
Many aircraft engine parts are built with expensive materials such as titanium. Reducing recycle scrap produced during machining involves cost and effort.40 Scrap rates with conventional machining can be as high as 80–90 percent of the original billet. AM can bring the scrap rate down to 10–20 percent.41
In the end, productivity along this path will result in improved product functionality as well as the potential to develop entirely new products that benefit the end user.
Path IV: Service model evolution—AM in pursuit of supply chain and product evolution
Organizations on Path IV alter both supply chains and products in pursuit of new service models.
DoD applications on this path are in their infancy. That said, we see prototypes and pilot efforts that suggest positive momentum in the coming years. In general, organizations inside and outside the DoD are applying AM sequentially or simultaneously to transform both products and their supply chains. Organizations that follow this path may realize one or more of the following outcomes:
Collaboration with suppliers to create new products using AM
The need to choose suppliers with AM expertise will have a direct impact on market players in traditional physical supply chains. Some organizations are already moving in this direction. Lockheed Martin, for example, is working with Sciaky to develop structural components for the F-35. An F-35 flaperon spar made through electronic beam manufacturing can save approximately $100 million over the 30 years of an aircraft’s lifetime, compared to the cost of a spar made through traditional manufacturing.42 Savings will naturally multiply as more parts are fabricated using AM.
Production at or near the point of use
Military organizations are exploring AM’s ability to provide on-demand manufacturing for the end user at the point of use. A current example is the US Army’s Rapid Equipping Force. It is deploying mobile AM labs in Afghanistan to quickly manufacture replacements for products on the battlefield.43 Similarly, NASA recently launched an AM device that will be installed at the International Space Station.44 Manufacturing assets in space, as opposed to launching them from Earth, will accelerate and broaden space development while providing unprecedented access for people on Earth to use in-space capabilities.45
Entirely new service models
Implementing AM in the MRO process noted above can create digital supply chains. A recent prototype developed by Deloitte Consulting LLP, 3D Systems, and iSW Corporation (see figure 2) holds the potential of 100 percent on-demand availability of needed parts using a secure cloud environment that houses part designs for any applicable weapon system in the field.46
As the military’s adoption of AM increases, the supply chains serving it are expected to undergo significant changes. Some suppliers may be disintermediated by the military’s newfound ability to in-source critically needed parts. In other instances, the military may partner with a few critical suppliers that have experience and expertise in AM deployment. What is certain is the need to plan for new ways of supplying parts through digital supply chains.
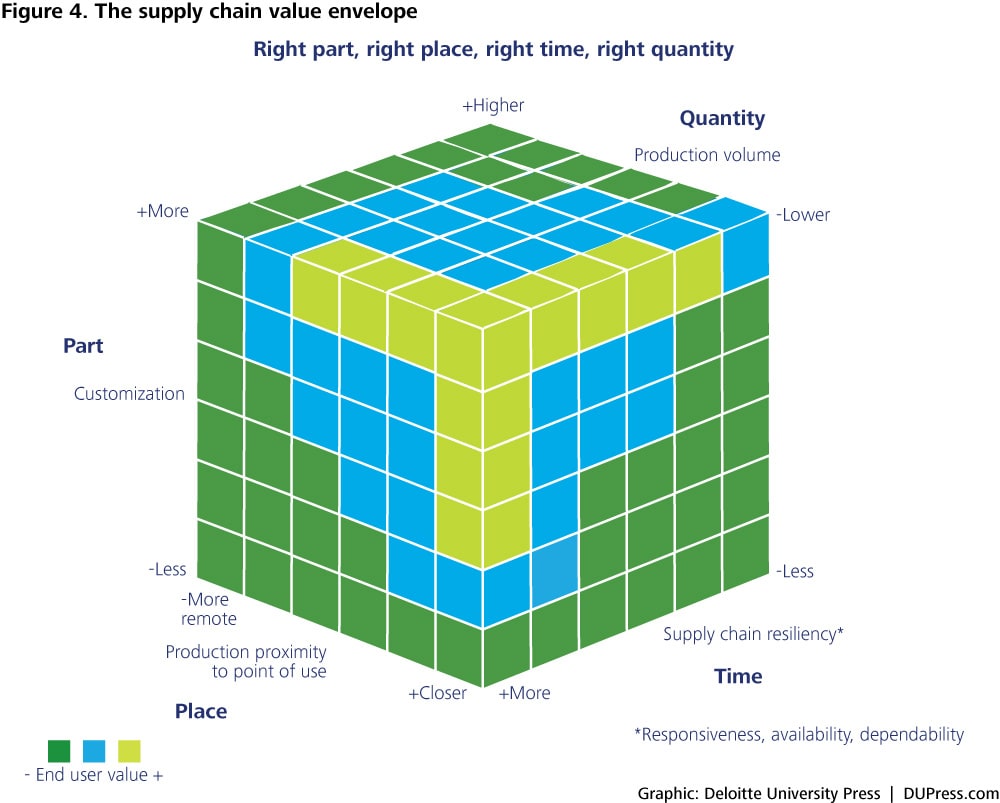
A DoD view of supply chain value
All supply chains strive to deliver the “right part” to the “right place” at the “right time” and in the “right quantity.” For the DoD, where most maintenance is performed in a decentralized system and in conditions where lives hang in the balance, the value to the end user of a given supply chain increases when a given part can be:
- Individually customized for specific purposes
- Produced at its actual point of use
- Created on demand
- Manufactured in lower quantities with no loss in design fidelity47
The diagram below (figure 4) illustrates this dynamic.
Traditional manufacturing processes require trade-offs on one or more of the above dimensions to meet the end user’s needs. With AM, on the other hand, the trade-offs aren’t necessary. The end user can realize all the benefits simultaneously. Specifically, in traditional manufacturing, costs tend to have a direct relationship with the value the end user experiences—the cost increases as the complexity of the manufactured product grows (that is, the value envelope moves from green to blue, and eventually lighter green). With additive manufacturing, the cost difference is often negligible. In a phrase, complexity is free in an advanced manufacturing world.48
Hurdles to overcome
Although the adoption of digital supply chains can improve mission performance and increase operational efficiency and effectiveness, designing and implementing a digital supply chain present a number of challenges for the DoD. The most important include:
Parts testing and qualification
Certified materials and printers to make qualified metal parts don’t exist in today’s Army.49 The unique benefits of rapid build time and unique microstructural control offered by AM processes cannot be fully realized with existing long certification times. Our national labs have taken on the challenge. Lawrence Livermore National Laboratory, for example, has embarked upon its Accelerated Certification of Additively Manufactured Metals initiative.50The goal is to develop predictive models that cover all time and length scales relevant to powder-bed additive manufacturing for metal parts. Success with these efforts may well become the tipping point in the adoption of AM technologies.
Information and communications security
If AM parts are made on battlefields where lives are at stake, the security of the designs of those parts is paramount. A lack of cyber security enables enemy forces to wage war on our digital supply chains. President Obama recognized this danger when he formed the Digital Manufacturing and Design Innovation Institute earlier this year. This public-private partnership (a consortium of 73 companies, universities, nonprofits, and research labs) is focused on accelerating research, development, and demonstration of integrating the advanced manufacturing enterprise, intelligent machines, and advanced analytics in a secure and trusted cyber physical system. As the president explained: “We want our troops to be able to download digital blueprints they can use to 3D print new parts and repair equipment right there in the field.”51
Training and development of necessary skill sets
While the military has been experimenting with additive manufacturing applications for years, the level of maturity is far short of AM’s current abilities.52 Training and development in the manufacturing and design skills required to exploit these new capabilities have not been developed nor integrated into military occupational specialties or the civilian work forces. AM-specific skills are necessary in CAD design; AM machine making, operation, and maintenance; raw material preparation and management; analysis of finishing; and supply chain and project management. Currently, a significant portion of the necessary training is on the job.53 However, AM momentum across the DoD will likely drive the organization to close the training gap.
Intellectual property issues
It is unfortunate that the DoD has not licensed the technical rights to all its acquired end items for decades.54 As a result, the DoD will not be able to adopt AM’s full promise quickly. The DoD must proactively address two areas: developing a licensing strategy for CAD files, and determining the extent to which scanning and reverse engineering can be legally accomplished. The key will be to prepare the 3D printing community and the public at large when working with large incumbents to address potentially restrictive intellectual property laws.55
DoD-wide AM governance
Because of its potential upside, many DoD organizations are moving quickly to develop AM technologies. Each of the major services, as well as most of the depots and arsenals, are conducting independent AM projects and development efforts.56 Top those off with two government-sponsored, DoD-led innovation institutes—the Digital Manufacturing and Design Innovation Institute (a Chicago-based consortium of 73 companies, nonprofits, and universities) and the Lightweight and Modern Metals Manufacturing Institute (a Detroit area-based consortium of 60 companies, nonprofits, and universities)57—and we have a recipe for a lack of coordination, if not outright chaos. This piecemeal approach duplicates efforts, magnifies costs, and suboptimizes the eventual benefits.
The DoD needs a disciplined but flexible governance structure for all its AM activity. An idea worth considering is the appointment of a central DoD AM leader whose role includes coordinating AM strategy and policy, as well as issuing guidance to all DoD organizations planning to implement AM—from line units in the field to sustainment centers around the globe. It will be incumbent upon the service logistics directors and the Joint Staff to create unity of purpose and direction, avoid duplication of effort, and maximize the use of limited resources.
Making it happen
The above challenges invite the question: How can leaders create digital supply chains and use them to improve operational performance and achieve mission success?
We suggest that organizations begin by conducting a digital supply chain pilot project. To create the pilot, we would advise organizations to move through four distinct steps (see figure 5).58 These steps have proven successful at a number of organizations and are similar to those used in value engineering. The following process includes best practices used by aerospace, defense, and automotive companies.

The first step is to choose an appropriate point in the supply chain for a pilot project. In addition to taking military requirements into account, leaders should consider the points in the supply chain where AM will have the greatest impact.
To hone in on the most fruitful point in the supply chain organizations need to create a parts database with all the relevant data required for a comparative analysis between a traditionally manufactured part and an additively manufactured part—information such as material type, part size, part complexity, performance attributes, volume, inventory classification improvementor criticality (that is, A, B, or C part), supply chain value, and operational value (figure 6). Once the data is compiled, organizations can use a value engineering approach to determine which AM process (light polymerization, extrusion deposition, granular materials binding, sheet lamination) could be used to produce each part. Parts can then be grouped by AM technology. Based on the part’s volume requirements, the organization can determine the number and type of AM machines needed. These details can then be added to the database.

With a parts database in hand, the organization can conduct comparative testing of parts produced by both traditional and additive means (figure 7). Before doing so, organization leaders must establish prioritization criteria to arrive at the best candidates for AM applications. Criteria could include materials engineering properties—mechanical (tensile strength, toughness, ductility, resilience), thermal (melting point, thermal conductivity, specific heat), environmental (dry corrosion, wet corrosion, flammability), and electrical (resistivity, breakdown potential).

Once the criteria are established, performance testing can identify various failure modes and their acceptable limits. These tests should validate part/platform performance in both historical and future scenarios and demand patterns, as well as risk and disruption scenarios (that is, combat and field environments). These tests will generate new learning that can inform, and potentially improve, the design and functionality of the original part.
Assuming the additively manufactured part performs as well as or better than its traditionally manufactured counterpart, the organization should document additional factors. For example, did the additively manufactured part eliminate or reduce the number of piece parts required to traditionally manufacture and assemble the part? What is the cost differential between the traditionally manufactured part and the additively manufactured equivalent? What are the machine requirements for the AM part?
In one example, LSINC tested an acrylic nose cone for a mortar round. Five processes were evaluated (polyjet 3D printing, cast urethane, rapid injection molding, traditional injection molding, and machining). Figure 8 depicts the total cost of a given process plotted against the quantity produced.

If the projected quantity for the program is 600 pieces or less, the optimal manufacturing process choice is 3D printing if all other property and performance considerations are equal. If the projected quantities are greater than 600 and less than 1600, the optimal process choice would be rapid injection molding. If projected quantities are greater than 1600, it would be traditional injection molding.
This study also highlights a consideration regarding short-term forecasts versus lifetime usage. If production orders consistently stand at 50 parts at a time with no indication of the lifetime usage, the decision will always be to 3D print the part. But over the lifetime of the project, this decision will result in a higher lifetime cost without ever being able to take advantage of the other processes. If the machining option had a lower initial cost and production order forecasts were low, it would be a mistake to proceed with a machined solution—which over the lifetime of the program would be significantly more expensive.59
The key point is to take a decision early regarding lifetime usage in order to choose the most appropriate process. In this case, AM is the optimal choice.
A completed testing program will yield a prioritized list of candidates for AM application as well as data from which we can compose the AM business case.
Business case and implementation plan creation
Using data that quantifies the cost and benefits of AM compared to traditional manufacturing, the organization can readily develop a business case that calculates the return on an organization’s projected AM investment (figure 9).

With the business case, the organization can plan the implementation of its AM pilots. Implementation plans should include the following:
- Governance plans to manage all AM activity in the organization
- Training plans for all military occupational specialties that will participate
- Capacity plans for all AM machines involved
- Risk management plans that address challenges such as intellectual property, cyber security, and part certification
- Plans for sequencing or phasing parts from additional weapon systems platforms
Once the outcomes of tests are standardized and normalized and the organization has concluded that a given part should be produced using AM, the organization must design the digital supply chain. As discussed above, the digital supply chain will house a digital “inventory” of designs that can be secured and accessed anywhere and at any time.
The AM physical supply chain (that is, AM printers, scanners, powders, and other raw materials) will be much shorter and simpler than its traditional manufacturing predecessor. The updated physical design should be codified to best support the new digital supply chain.
Finally, care should be taken to document and incorporate all of the above into the fabric and processes that drive the organization.
AM pilot project implementation
Execution is the final step in our AM pilot project (figure 10). Assuming that the organization will have a number of initial potential AM applications, those with lower levels of risk and higher impact should be at the top of the list. When the organization develops expertise with the AM machine in the pilot, it can then pilot additional AM machines in other applications.

Implementing the project plan will beget a host of learnings—some positive, some negative, but all good. The important thing is to incorporate these lessons into future AM applications. Adjustments will undoubtedly be required until AM applications become optimized. A scorecard or dashboard can track results against key performance indicators (KPIs). Goals can be set against KPIs to drive continuous improvement in both part performance and organizational application of AM.
As the organization gains more experience with AM applications and sees the role that AM can play in both its manufacturing and operating strategy, it should codify its knowledge into organizational requirements and policies. As is the case in any military organization, such codification will drive future behavior.
A notable success, discussed in Deloitte’s 3D opportunity in medical technology, is the US military’s 90-day evaluation of AM to produce on-demand, remote-site surgical equipment. It was challenging to meet delivery time, quantity, and cost requirements using standard procedures to produce surgical equipment. It was also difficult to match supply with demand on the battlefield. With AM, the military demonstrated the feasibility of producing surgical equipment with commercially available AM devices. Electrical power, raw material, and digital design files for each instrument were all that was needed to print instruments on demand. In theory, thousands of surgical instrument designs, or even customized instruments—stored on digital media or remotely accessed via the Internet—could be available for printing and use in field surgical settings. Through its experiments, the US military has also demonstrated its ability to use AM to produce sterile surgical kits.60 With AM-produced kits, military surgeons can perform more types of procedures, reduce the inventory required for those procedures, and decrease uncertainty in supply levels on the battlefield.61
The future is indeed a bright one. “When advanced manufacturing and 3D printing become widely available, we envision a global network of advanced fabrication shops supported by sailors with the skill sets and training to identify problems and build and make products,” said Vice Admiral Philip Cullom, deputy chief of naval operations for fleet readiness and logistics.62 These advances will give the DoD increased capability to maintain, if not advance, our military dominance in the world—particularly in the low-intensity, long-duration combat of the next few decades. Our nation’s ability to project power when and where needed is entirely dependent upon these advances.
Of all industries, the American public may realize the greatest benefits from advanced manufacturing through its use by the DoD. In an era of unsustainable defense budgets and increasingly complex enemies, advanced manufacturing holds the potential to enable the United States to meet its mission and responsibilities in both arenas simultaneously.
As Vice Admiral Philip Cullom put it, “It is my strong belief that 3D printing and advanced manufacturing are breakthrough technologies for our maintenance and logistics functions in the future. We can gain new capabilities to make rapid repairs, print tools and parts where and when we need them, carry fewer spares, and ultimately transform our maritime maintenance and logistics supply chain.”63
The potential impact in scaling advanced manufacturing across the defense enterprise cannot be overstated. We are at the dawn of a new age—a manufacturing renaissance—that will influence a world order whose outcome will be determined by those best able to take advantage of the potential it offers. While there is much uncertainty about where and how these technologies will be used, one thing is certain: America’s adversaries will not hesitate to take advantage of them.64 Will we?
Deloitte Consulting LLP’s supply chain and manufacturing operations practice helps companies understand and address opportunities to apply advanced manufacturing technologies to impact their businesses’ performance, innovation, and growth. Our insights into additive manufacturing allow us to help organizations reassess their people, process, technology, and innovation strategies in light of this emerging set of technologies. Contact the author for more information or read more about our alliance with 3D Systems and our 3D Printing Discovery Center on www.deloitte.com.