




3D opportunity for business capabilities has been saved

3D opportunity for business capabilities Additive manufacturing transforms the organization
18 January 2017
As additive manufacturing (AM) becomes prevalent, organizations looking for more AM value opportunities must go beyond installing machinery to developing enabling capabilities such as talent, quality assurance, and organization redesign. Companies that have found such value share their stories.
Additive manufacturing: More than an experiment
Learn More
Register for our upcoming course
Additive manufacturing (AM) has existed for decades, largely used for prototyping or building demonstration models. More recently, driven in part by the advent of the Industry 4.0,1 a wider understanding of AM’s value potential in product manufacturing, supply chain configuration, and new business models has emerged.2 Advancements in technology, a wider selection of materials, and growing operational competencies have made AM a more viable option for companies to consider—one that offers transformative potential.3
But deploying AM in an organization typically requires more than the capital for purchasing and installing an industrial-grade AM printer. Successfully implementing and scaling AM technology to an industrial level—or even to determine whether it is economically justifiable—often requires organizations to consider factors beyond the AM machinery. Key among these are talent development and workforce management, quality assurance, material science, and data management.4 Whether an organization has initially tested or implemented AM and is looking to scale it, or it is only beginning to consider an implementation, identifying and developing these additional enabling elements can be critical to success.
Successfully implementing and scaling AM technology to an industrial level—or even to determine whether it is economically justifiable—often requires organizations to consider factors beyond the AM machinery.
In this paper, we discuss the enabling elements that organizations should consider as they seek to build their AM capabilities. Using the Deloitte AM framework as a guide, we examine each of the enabling elements that organizations may need to develop as they pursue the AM paths most relevant to their operational, financial, and strategic goals. Through a series of executive interviews, we also recount real-life examples of organizations that have built those elements in pursuit of their AM goals, presenting lessons for those who may want to do so themselves.
The additive manufacturing framework
AM’s roots go back nearly three decades. Its importance is derived from its ability to break existing performance trade-offs in two fundamental ways. First, AM can reduce the capital required to achieve economies of scale. Second, it increases flexibility and reduces the capital required to achieve scope.5
Capital versus scale: Considerations of minimum efficient scale can shape supply chains. AM has the potential to reduce the capital required to reach minimum efficient scale for production, thus lowering the manufacturing barriers to entry for a given location.
Capital versus scope: Economies of scope influence how and what products can be made. The flexibility of AM facilitates an increase in the variety of products a unit of capital can produce, which can reduce the costs associated with production changeovers and customization and, thus, the overall amount of required capital.
Changing the capital versus scale relationship has the potential to impact how supply chains are configured, and changing the capital versus scope relationship has the potential to impact product designs. These impacts present companies with choices on how to deploy AM across their businesses.
Companies pursuing AM capabilities can choose different paths (figure 1):

Path I: Companies do not seek radical alterations in either supply chains or products, but they may explore AM technologies to improve value delivery for current products within existing supply chains.
Path II: Companies take advantage of scale economics offered by AM as a potential enabler of supply chain transformation for the products they offer.
Path III: Companies take advantage of the scope economics offered by AM technologies to achieve new levels of performance or innovation in the products they offer.
Path IV: Companies alter both supply chains and products in pursuit of new business models.
Moving beyond path I (stasis)
Organizations adopting AM often start with path I (stasis), focusing on rapid prototyping and then moving on to tooling.6 This enables them to exploit some of the more easily attainable benefits of AM—faster design cycles, accelerated innovation, rapid development of tooling, and other manufacturing aids—while minimizing operational risks. Indeed, Deloitte has explored the benefits of stasis-driven AM applications at length in its 3D Opportunity series (see the sidebar “Learn more about 3D Opportunity”).
Stasis-quadrant AM applications fit largely into established processes and do not directly touch production. Thus limited need exists to modify or develop new manufacturing or supply chain procedures in path I, or to connect to larger information and management systems.
Stasis-quadrant AM applications fit largely into established processes and do not directly touch production. Thus limited need exists to modify or develop new manufacturing or supply chain procedures in path I, or to connect to larger information and management systems. Similarly, there are few impacts to the organizational structure outside of the engineering function. Perhaps, most critically, less complex quality assurance (QA) requirements are required than for other paths, given the relatively simple QA requirements for prototypes and internal tooling.7 Indeed, QA requirements can serve as a barrier to broader AM adoption, with the need for greater and more complex QA deterring organizations from employing AM beyond stasis.
Most of my experience has been with manufacturing, whereas AM evolved from prototyping. Prototyping is different than manufacturing—it’s like the inverse. Prototyping might make 10 of the same part; chances are you can get by with a less rigorous build layout, and no post-processing may be required, with little specification or requirements. In manufacturing, you are going to make 1,000 parts, and if you have a 10 percent error in your build, you are scrapping 100 parts. It’s not easy to translate that mind-set. I think that is why it is such an exciting time in the AM industry. Arconic has a long history in manufacturing, and it’s my job to make sure we learn our lessons for this new technology in a shorter period of time.—John Barnes, Arconic8
Stasis activities and applications are available to almost any organization that is able to afford the appropriate AM machines, material, and software.9 However, it can be difficult, if not impossible, to unlock the value in subsequent AM paths without further developing AM enabling elements. The value derived from pursuing these additional paths can justify the investment required. Figure 2 depicts the areas of potential value along each path of AM transformation.

Applications from which value can be derived in the paths beyond stasis can be summarized in the following way:
Path II: Two key sources of value in this path are distributed manufacturing (the ability to manufacture in multiple, geographically dispersed sites closer to the point of use) and digital inventory (the ability to print on demand, as needed, using digital design files, thus reducing or eliminating requirements for physical inventory).
Path III: Value is derived from using AM to improve product functionality through design optimization (essentially, making products with geometric and mechanical features that are not possible through conventional manufacturing) or to enable cost-effective product customization.
Path IV: Here, new value is created and delivered in new ways by leveraging both AM-driven product and supply chain innovations. This results in new business models driven by capabilities established in both paths II and III.
Before pursuing a new path within AM, it is important for organizations to review their operational and strategic priorities, and examine how these will be impacted by the pursuit of different types of AM value. Executives interviewed suggest several approaches to successfully exploring these other sources of value. In one approach, organizations start AM adoption with less complex AM solutions, adding and refining competencies and then progressing to more complex solutions. Other executives, however, advocate exploring all four quadrants simultaneously. We explore both of these approaches below.
Starting small to build for the future
Examining the relationship between types of AM value and an organization’s financial, operating, and strategic objectives can help determine which AM enabling elements to prioritize for development. This exercise of choosing a starting point for AM investment partially defines the organization’s future options for successfully capturing AM value. For example, Greg Kilchenstein, a senior Department of Defense Acquisition, Technology, and Logistics (DoD AT&L) official, explained why the armed services are currently focused on understanding and adopting AM on a smaller scale, for discrete objectives:
My perspective is that focusing our attention on 3D printing technology is great, but there is an urgent opportunity to leverage additive capabilities here and now to accomplish what we want to do in the near future. If we can figure out how to use this technology to better sustain our $500 billion in weapons systems, that can lead the way to real value. Let’s cut our teeth on things providing benefit in the near term, and continue to build the levers to set the stage and work toward the ‘apples at the top of the tree,’ like 3D-printing metal flight-critical parts.―Greg Kilchenstein, AT&L10
This is an example of an organization that is focused on unlocking initial supply chain value by addressing a specific operational issue, sustainment,11 and using that experience to build more sophisticated AM supply chain capabilities. AT&L’s experience in AM-enabled sustainment can serve as a foundation for capturing larger and more complex forms of AM value, such as printing system-critical parts closer to the point of use (a path II application).
Unlocking value in all quadrants
A broader approach to moving beyond stasis is to build out all of the AM enabling elements required for following other paths. The advantages of this comprehensive approach include more integrated enablers, a clearly defined transformation imperative, coordination, and greater efficiency in enabler implementation. While a larger investment is initially required, this approach enables the organization to realize value across a breadth of initiatives much more rapidly. At the same time, however, the learning curve can be steeper, and the need for large-scale adoption can be challenging to coordinate and implement.
John Barnes, an executive at Arconic, a global technology, engineering, and advanced manufacturing leader, explains the array of applications for which the company uses AM:
Arconic looks at AM comprehensively owing to our breadth of manufacturing capability. For example, in direct printing, we have announced our agreement with a large aircraft manufacturer for manufacturing 3D-printed titanium fuselage and engine pylon parts. We also have a group that makes all manner of latches, who are looking at replacing more complex parts with additive manufacturing for weight and cost savings. In hybrid, our forging group is working to combine traditional and additive manufacturing to reduce material input and create value for our customers. We have been using AM in an indirect manner via our casting group to reduce the time to market for investment castings. But we also use it ourselves to improve our internal processes, make shop aids for safety, and even repair components and return them to service. At Arconic, we are hitting all of those areas, and we see huge opportunity for aerospace.–John Barnes, Arconic12
Changing paths: The enabling elements that help further additive manufacturing
Regardless of the approach organizations take, as they seek to develop the processes, people, and technology that help capture the value in other quadrants beyond stasis, how should they prioritize their investments? Operating AM beyond stasis typically requires developing a mix of enabling elements (figure 3).

Business case: To present AM as a viable business alternative and capture its full value, organizations should understand cost and value dynamics across the entire process. The business case should consider economics beyond unit cost and consider the total cost and revenue impact of deploying AM.13
Talent/workforce: The more sophisticated the application of AM, the greater the requirement for new competencies, skills, talent infrastructure, and workforce planning.14
Digital thread: Sophisticated, successful, and large-scale AM value capture typically requires the linking of multiple data sources, models, and sensors. Further, improvements in complementary technologies, such as inspections processes, advanced sensors, and physics-based modeling, are often crucial for ensuring that processes continue to advance and generate reliable, traceable data. This IT system of electronic linking is often referred to as the digital thread.15
Quality assurance: Validating the quality and consistency of AM production is currently often the greatest challenge in using AM to produce more sophisticated, higher-value parts. While this is less of a challenge for parts requiring less conformance and functionality, it is still a necessary part of any AM production solution.16
Process: Deploying AM can affect the entire workflow of an organization. Modifying existing processes and activities helps ensure that AM is deployed to its full potential.
Organizational roles and structure: Clear roles, decision rights, and policies typically need to be established for AM, potentially requiring a shift of responsibilities within the organization.
Learn more about 3D Opportunity
Deloitte has explored the implications of each of these enabling elements for an AM capability at length in its 3D Opportunity series:
Business case
- 3D opportunity for production: Additive manufacturing makes its (business) case
- 3D opportunity for life cycle assessments: Additive manufacturing branches out
Talent/workforce
Digital thread
- 3D opportunity and the digital thread: Additive manufacturing ties it all together
- 3D opportunity for scan, design, and analyze: The first phase of the digital thread
Quality assurance
Process, organizational roles, and structure
For additional insight, see the 3D Opportunity collection.
The level of investment in these enabling elements, and the relative emphasis required for each, may change depending on the type of value opportunity being pursued, as well as the quality and functionality requirements of the part being made. An organization locally printing mobile phone cases, for example, will likely require relatively unsophisticated and inexpensive versions of the six enabling elements. In contrast, an organization remotely producing system-critical parts could require highly sophisticated versions of the six enabling elements to achieve the necessary levels of precision and quality.
Depending on the path being pursued, different enabling elements will need to be prioritized (figure 4). Below, we examine the requirements for each value opportunity.

Path II: Supply chain
Path II has two distinct value opportunities: digitizing inventory and distributed point-of-use manufacturing. Both value opportunities require the ability to consistently transform digital design files into the production of physical parts where and when required.
Digitizing inventory essentially brings the design data (such as in the form of 3D drawings) and all relevant manufacturing information in digital form into the supply chain as the “object” to be distributed. The predominant function of the supply chain is to move and exploit this information. This enables organizations to carry their inventory in digital form and produce physical inventory only when required, radically reducing working capital requirements and potentially eliminating long-tail inventory.17
Distributed point-of-use manufacturing has a similar set of required enabling elements. Manufacturing in multiple sites or closer to the point of use and customer provides several avenues for value. Distributed production on demand represents one scenario in which a decentralized network of AM printers replaces some or all of the centralized production facilities that use conventional equipment. By reducing inventories, lead times, and the dependence on large facilities, footprints, and forecasting, this path can produce significant supply chain value.18
Successfully executing supply chain strategies typically requires the development of multiple elements in the following ways:
Business case
The ability to articulate the business case will likely require a strong understanding of both supply chain methodologies and AM cost levers. For example, reducing production lead time by eliminating costs associated with transporting the finished object may outweigh the logistical burden of purchasing and placing AM machines and materials. For some users, however, the business case is less about cost and more about the responsiveness that point-of-use manufacturing can provide:
There are two reasons we are excited about AM: Enhancing warfighting capabilities and increasing readiness. We have been using the technology for over 20 years for indirect applications like tooling, molds, fixtures, and jigs to help make our legacy production processes more cost-effective and efficient. We are currently transitioning into producing end-use items, which has the potential to significantly disrupt conventional logistics: being able to print at point of need, on demand. We have also embedded introductory AM technology with our sailors and marines as an educational tool and innovation enabler, and there are a number of examples now of Warfighters producing items that solve readiness issues.—Benjamin Bouffard, US Department of Navy19
Talent/workforce
Training and workforce development considerations are significant: Engineers require a better understanding of digital design processes to ensure files are prepared for successful AM production; and machine operators need extensive training in operation, maintenance, and monitoring of AM machines, as well as data management and analysis.20 Additionally, significant training may be required for technicians at the location where manufacturing may take place, as well as for business decision makers who may need to consider the types of machines in which to invest and where to do so.
Digital thread
To digitize inventory and realize remote production values, it is often crucial to have a full digital thread with the scope and functionality to digitally link together all of the required data sets, models, and sensors. Because AM changes the predominant function of a supply chain from moving physical goods to moving information (digital designs) to where it can be best exploited to create economic value, the digital thread acts as an essential information backbone. The DoD, for example, places particular significance on the development of a digital thread as it seeks to evolve its AM supply chain:
Within the Department of Navy (DoN), I think we are still scoping the scale of the required digital infrastructure. It's a huge challenge that's very complex and can touch the entire component life cycle, from initial component design with technology optimization software, to analysis software that will determine how a component behaves, to the actual manufacturing process, to qualification and certification of the completed part. Over the part's life cycle, there needs to be a way to link each phase digitally to the process. This could provide significant benefits to our maintenance and sustainment communities.—Benjamin Bouffard, US Department of Navy21
Quality assurance
As previously stated, the level of quality and functionality required for a specific product defines how sophisticated the QA abilities should be. Getting this right is critically important; otherwise the parts produced may cause unnecessary and potentially unacceptable risks. Digital inventory should materialize parts with the right geometric and functional properties. Similarly, distributed manufacturing should produce parts with the right geometric and functional properties, and it may even require a higher level of investment in QA than digital inventory. This element can lead to significant opportunity with respect to both aftermarket services and scaling production to an industrial level:
Aftermarket services are being explored. But what will those services look like? We are in the initial stages of those discussions now. We were able to fly a flight-critical component, but now what if we wanted industry to make it? We need a robust technical data package and qualification plans; in other cases, there could be intellectual property considerations. . . . We are working extensively in these areas, but there is more work to do. Of note, this is not DoN specific, and the broader DoD is also working in many of these areas.—Benjamin Bouffard, US Department of Navy22
Process
Along path II, transforming process takes on particular significance—possibly requiring the conversion of some or all of the supply chain systems to emphasize digital information management over physical inventory, and enabling agile reconfiguration to optimize supply chain economics.
Organizational roles and structure
Given the distributed nature of this path, the structure of the organization, and thus the roles within it, may need to change significantly. In order to successfully accommodate distributed manufacturing, the entire value stream would need to be reconfigurable to adjust and adapt to any new product or part that must be produced. Further, due to the different production method—AM machines instead of traditional manufacturing machinery and apparatus—the facility footprint will likely look quite different. Likewise, inventory levels could also change, as they would be based on digital-to-physical conversions of materials and different material types and formats: filaments or powders, for example, rather than billet.
Taken together, all of these changes would impact planning across multiple functions, from operations to finance. It will likely require greater collaboration between these groups, as the condensed design-and-production process for AM production would flatten the organization.23
When leadership starts to get together on a regular basis and drive unity of effort to achieve AM roadmaps, that is where you see the lightbulb go off in the service partners, for them to see the opportunity for commonality. There is a lot more commonality than there is uniqueness among service partners. There is opportunity to address all the challenges commonly. I think that’s the next logical step from developing a roadmap to the ‘now what?’ What you should see in the roadmap are all the functional disciplines represented.–Greg Kilchenstein, AT&L24
Path III: Product design
Path III value opportunities, including design for functionality and mass customization, are the result of AM’s ability to break traditional manufacturing’s requirements of scope. One of AM’s strongest benefits is that it provides greater degrees of design freedom: Not only does AM create more design options, but they are economically viable to produce.25
Designing for functionality is largely understood as creating new components or end items using novel, AM-enabled design principles, with an emphasis on improved performance and capability over traditionally manufactured designs.26 Organizations that incorporate AM have the potential to enhance their products through increased geometric complexity, decreased system complexity, increased novelty, and enhanced performance. Put simply, AM allows users to build products optimized for performance rather than for manufacturability (as required by more traditional manufacturing techniques).27
Mass customization is one of the oft-touted applications of AM. Via AM, mass customization of components and end items to individual requirements may become cost-effective.28 The technology is well suited to product customization because it can support a wide variety of complex geometries without the manufacturer needing to incur the additional set-up costs typically associated with tailoring a product.29 For example, using conventional manufacturing techniques, customization can require multiple unique machine set-ups, unique molds and other tooling, and product-specific post-processing. AM can produce custom outputs without physically changing the production equipment to avoid many of these requirements.30
When pursuing opportunities along this path, organizations should consider the following enabling elements:
Business case
AM’s ability to overcome many of the design limitations and scale production requirements of conventional manufacturing, while still keeping production costs relatively low, may help tip the business case in AM’s favor.31 Organizations agree:
It’s important to make sure you hit the value proposition from the dollars and cents side. To convince someone to produce an object additively, it needs to make sense cost-wise: It must either improve lead times or reduce overall system costs. At the end of the day, the challenge to AM adoption is putting together a convincing value proposition: either helping people to look at things holistically as a system cost, or figuring out how to quantify the benefits if, say, you are combining multiple parts together. That’s when a technology gets adopted—when people see the ROI or bottom-line cost savings.—Jeff Schultz, Oerlikon32
Talent/workforce
Shifting design processes from conventional manufacturing constraints to AM often requires a shift in engineering mind-set.33 Engineers may need to learn to design in new ways, reconsider traditional design rules, and open their minds to previously impossible shapes and design paradigms. They may also have to learn to use new design software, tools, and processes. Moreover, design software is considered by many industry insiders to be lagging with respect to the development of AM capabilities; as it develops, it will likely require more training of designers.34
In going out and discussing with customers about buying our materials or using our service, I’ve seen that a lot of customers have the same fears and challenges. As much as companies may say they are engaged in using additive manufacturing, they really haven’t committed to a great degree. This gets back to getting engineers to think differently. The exciting opportunity is that once you get design engineers to understand the benefits of AM, they really come up with neat ideas and applications. It’s about knowledge dissemination, re-educating design engineers. I think we, as a high-end metal AM group, tend to think about the impact of consumer printers and toys, and how it will lead to the next generation of design engineers who learn a different design paradigm than we were educated under.—Jeff Schultz, Oerlikon35
Digital thread
A more limited scope of the digital thread, the “front end,” is typically required for product design: from scanning, designing, and analyzing the part to having a printable data set ready for production. The remainder of the digital thread can leverage additional value chain (or supply chain) partners along with the actual AM production.
Quality assurance
QA is exceptionally important when engaging in AM product design, particularly when dealing with designs that are complex, have feature-specific, tailored mechanical properties, or may be built using new materials or old materials with uncertain properties. Product design creates the design of the product as well as the process “recipe” upon which all AM QA is based.36
Process
Beyond prioritizing QA, however, it may be essential to make smart choices about process design, with a relative emphasis on the front end. In addition, because of the importance of quality, organizations are very likely going to need to worry about process all the way through object validation. On the other hand, other processes can be deprioritized to some extent as the organization focuses on the front end of process design; for example, it might be able to deemphasize supply chain processes such as distribution, which could instead be handled through normal channels.
Organizational roles and structure
Organizational roles and structures may change with relation to product design processes, as the process of design, test, and redesign may condense and accelerate and the need for successive reviews by engineers with discrete specialties may grow less necessary. This will likely result in condensed workflows and roles.37 Additionally, opportunities for third-party and customer involvement in design may change the organizational structure to some extent, to accommodate external contributions and feedback.38 It may become important, for example, to organize teams to determine and analyze ways to implement suggestions originating outside the organization. Internal processes such as ideation, conceptual design, and beta design are opening up to customer participation as the digitization of these activities allows increasing levels of external access.
We know that we have an innovative workforce within the department. We found that, although there is no real requirement to use AM equipment, when it is provided as a tool, our workforce (engineers, marines, sailors, etc.) all come up with some great solutions to problems. We have found that we need a digitally literate workforce and have worked to provide the tools necessary to develop this digital manufacturing education. We can envision a day when Warfighters can iterate on prototypes in the field and then reach back for engineering support.—Benjamin Bouffard, US Department of Navy39
Path IV: New business models
The most ambitious source of AM value, the final path involves operating in a fundamentally new way. This is achieved by changing both product design and supply chain configuration to take advantage of the AM value synergies between the two. Essentially a “clean sheet” approach, new business models are likely to require extensive changes to an organization’s technology, processes, and skills, as well as careful management of the systems dynamics between them, with significant development needed across all six enabling elements. In short, path IV enabling elements are essentially the sum of those needed for paths II and III.
Path IV enabling elements are essentially the sum of those needed for paths II and III.
New business models represent an opportunity to create value in unexpected ways. For example, the DoD has invested time and research in 3D-printing unmanned aerial vehicles, or drones, which would both save costs through product design and manufacturing as well as enable distributed manufacturing in the field to help execute critical missions.40 Successfully implementing this AM capability requires a comprehensive approach to the value stream: upstream in the product design phase and downstream with the users—sailors, soldiers, and airmen—who would be expected to produce and use this technology in the field.
Moving from machine to business model
As shown above, the real key to unlocking value from additive manufacturing is found in five key findings:
- Go beyond stasis and plot your path to one of the other “quadrants.” Knowing the value path the organization is targeting can help prioritize which elements warrant relatively higher investment. Producing a brand-new, innovatively designed part (path III) will likely require a relatively higher investment and change in talent and the workforce, process and workflow, and, potentially, the digital thread, while printing spare parts on a deep sea oil rig (path II) entails higher investments in training and QA.
- Understand where the six enabling elements required to further take advantage of AM fit into the organization’s strategy. Examining each of the six enabling elements and honestly assessing how the organization rates in each can help companies identify gaps in existing elements and prioritize investments.
- New business models have unique requirements, and complexity can vary by organization. By and large, however, those seeking to explore path IV applications may have to develop all six enabling elements. But development may not look the same for every company. Mature companies seeking to advance an existing AM capability into a truly new business model may have to consider the impacts on the full range of enabling elements. New entrants with new business models, however, benefit from a much more focused set of priorities and investment as they are not forced to deal with and accommodate legacy systems or processes.
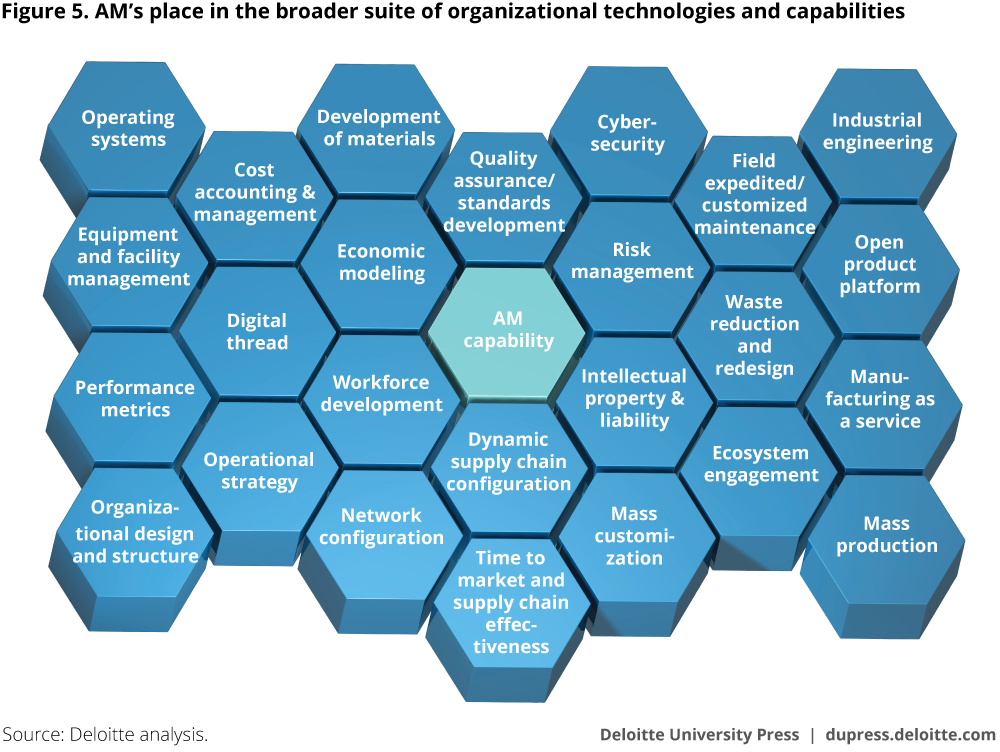
- Don’t consider AM in isolation. AM is but one technology in a suite of many that an organization may have on hand (figure 5), and not all may choose to invest in it. Growing a true AM capability can present opportunities for growth and innovation in other parts of the business. For example, retraining design engineers to understand AM design may generate a culture clash with other parts of the engineering workforce that use other technologies but ultimately expand horizons in terms of design. Additionally, directing resources and priorities toward building an AM capability may impact legacy work streams and efforts elsewhere but aid in moving processes forward. These are just a few examples of why AM should not be assessed without considering the larger enterprise perspective.
- Bring AM out of the shop floor and into the office to complete the alignment of the enabling elements and value proposition. It is all too easy for innovative technologies to remain in the hands of specialists and enthusiasts, but AM’s potential suggests that it should be understood and planned for at the business value level. The elements considered crucial for enabling AM, from QA to talent and workforce, span business functions and typically require investment and planning. The emphasis and required scope of the enabling elements depend on the type of value and path being pursued as well as the quality requirements and complexity of the parts being made. The form these enabling elements will take and the degree to which investments might be necessary can be further defined by measuring their impact against the organization’s operating, financial, and strategic objectives.
As organizations seek to develop and scale AM, the challenge remains to not over- or underinvest in enabling elements but to accurately define the necessary and sufficient enabling elements to achieve an organization’s goals. Capturing the value AM can offer typically involves carefully targeted investment and effort.